Un’esigenza concreta nella gestione della protezione catodica
La protezione catodica è un elemento fondamentale per la sicurezza e la durabilità delle infrastrutture metalliche interrate. In questo sistema, il giunto isolante svolge una funzione chiave: delimita elettricamente le sezioni della condotta e contribuisce a rendere affidabili le misure e le valutazioni tecniche del sistema di protezione catodica.
Una delle principali difficoltà riscontrate in campo è verificare il corretto funzionamento del giunto dopo l’installazione. Per questo motivo, oltre ai controlli preliminari prima della posa, diventa essenziale conoscere il comportamento del giunto isolante e monitorarne lo stato nel tempo.
Prima dell’installazione, infatti, è buona prassi eseguire due verifiche tecniche fondamentali sul giunto isolante: il controllo dell’isolamento e quello della resistenza dielettrica. Questi test aiutano a qualificare il componente prima della posa e a ridurre il rischio di interpretazioni errate dei dati raccolti in esercizio.
Il ruolo del giunto isolante nella protezione catodica
Le prestazioni del giunto isolante dipendono da diversi fattori costruttivi: le specifiche dell’acciaio, le modalità operative di saldatura, l’assemblaggio e i materiali non metallici utilizzati. La qualità di questi elementi incide sul comportamento elettrico del giunto e sulla sua capacità di mantenere la separazione tra le sezioni della condotta.
Una volta che il giunto isolante è danneggiato, può emergere una criticità nell’impianto. Tuttavia, non è detto che i tecnici riescano a capire dove sia situato il guasto o se il giunto isolante stia funzionando o meno.
Per questo motivo è essenziale conoscere lo stato del giunto isolante e verificarne il corretto funzionamento in modo continuativo. Da questa esigenza nasce G4C-PRO JOINT, la soluzione sviluppata dalla collaborazione tra Alfa Engineering e AUTOMA per il monitoraggio del giunto isolante. Il sistema sviluppato da Alfa Engineering e AUTOMA consente di monitorare il giunto e di attivare un allarme in caso di possibile danneggiamento o bypass dielettrico, con la possibilità di ricevere report giornalieri sulle anomalie rilevate.
Alfa Engineering: esperienza nello studio del giunto isolante
Da oltre 30 anni Alfa Engineering progetta e produce giunti isolanti monolitici per ogni tipo di applicazione, tra cui Oil & Gas, acqua potabile, idrogeno, distribuzione gas. Da tempo l’azienda studia le caratteristiche elettriche del giunto isolante e le modalità per monitorarne il comportamento a distanza.
L’attività di ricerca ha portato Alfa Engineering ad approfondire le proprietà elettriche del giunto isolante e a depositare, nel 2021, un brevetto dedicato al monitoraggio e al controllo remoto del suo stato. Il brevetto è stato condiviso con AUTOMA all’interno di un progetto di sviluppo che ha portato alla nascita di G4C-PRO JOINT, evoluzione della famiglia G4C-PRO.
G4C-PRO JOINT: caratteristiche principali
Monitoraggio dell’efficienza del giunto isolante
G4C-PRO JOINT amplia le funzionalità della famiglia G4C-PRO: oltre alle funzioni tipiche del monitoraggio della protezione catodica, aggiunge il controllo dell’efficienza del giunto isolante e la gestione da remoto del suo stato elettrico.
Installazione su giunti isolanti esistenti
Il dispositivo può essere collegato a giunti isolanti già installati e integrato nel punto di misura tramite i cavi provenienti da entrambi i lati del giunto.
Installazione diretta sul giunto nelle applicazioni a terra
Nelle installazioni a terra, G4C-PRO JOINT può essere installato direttamente sul giunto isolante e fissato alle piastre di connessione.
Gestione remota dello stato elettrico del giunto
La soluzione permette di gestire da remoto l’apertura e la chiusura della connessione elettrica alle estremità del giunto, supportando attività di verifica e controllo senza interventi manuali diretti sul componente.
Allarme in caso di bypass dielettrico
Il monitoraggio continuo dell’efficienza dell’isolamento consente l’attivazione di un allarme nel caso venga rilevato un bypass dielettrico o una condizione anomala riconducibile al degrado del giunto.
Attraverso WebProCat, il sistema può rendere disponibili tabelle giornaliere con i valori rilevati e, quando necessario, misure con dettaglio più fine per analizzare l’andamento del giunto. La cartografia consente inoltre di visualizzare rapidamente eventuali allarmi associati al mancato funzionamento del giunto.
Una collaborazione nata dall’esperienza sul campo
G4C-PRO JOINT nasce dall’incontro tra l’esperienza di Alfa Engineering nella progettazione dei giunti isolanti e le competenze di AUTOMA nello sviluppo di sistemi per il monitoraggio remoto della protezione catodica. La collaborazione consente di portare nel controllo remoto un componente spesso critico per l’affidabilità delle misure e per la corretta interpretazione dello stato del sistema.
In questo modo, un’esigenza concreta emersa dall’esperienza di campo diventa una soluzione dedicata al monitoraggio del giunto isolante, integrata nella gestione remota della protezione catodica e pensata per supportare tecnici e operatori nella diagnosi delle anomalie.
Contatta il nostro team per avere maggiori informazioni su G4C-PRO JOINT.
Cataldo Ruppi ha oltre 15 anni di esperienza nella produzione di giunti di isolamento monolitici. Ha iniziato la sua carriera nelle operazioni di produzione in qualità di Production Manager. Ha sviluppato una conoscenza completa della progettazione e della funzionalità dei MIJ sia dal punto di vista elettrico che meccanico.
A cura di Luis Castaño, leader protezione catodica e reti presso Kromschröeder. Dall’intervento a SMART GRID DAYS 2025, 8 – 9 ottobre 2025. In questo articolo ripercorriamo l’evoluzione dei sistemi di regolazione della pressione nelle reti gas, con un focus sul GOLEM-ZERO e sul suo sviluppo verso applicazioni di regolazione dinamica per l’iniezione di biometano.
Modulazione e regolazione dinamica
Prima di entrare nell’evoluzione dei sistemi di regolazione, è utile chiarire due concetti centrali: modulazione e regolazione dinamica.
Nelle reti di distribuzione del gas, la stabilità della pressione e della portata è fondamentale per garantire la sicurezza e la continuità della fornitura. Per raggiungere questo obiettivo, gli operatori utilizzano sistemi in grado di monitorare le condizioni della rete e di intervenire quando queste si discostano dai valori desiderati.
In questo contesto, è importante distinguere tra due concetti: la modulazione e la regolazione dinamica. La modulazione consente di intervenire su pressione o portata per raggiungere e mantenere valori obiettivo definiti. È il contesto in cui si inserisce GOLEM-ZERO, come sistema di supporto alla regolazione della pressione e alla limitazione della portata.
La regolazione dinamica rappresenta un’evoluzione di questa logica. Oltre ad agire sull’impianto, il sistema analizza continuamente le condizioni di esercizio e adatta il proprio comportamento in tempo reale per mantenere la stabilità del processo.
Questa evoluzione è particolarmente rilevante nell’immissione di biometano, dove le variazioni di pressione e di portata possono compromettere la continuità della produzione e persino provocare l’interruzione dell’immissione.
Evoluzione dei sistemi di regolazione della pressione
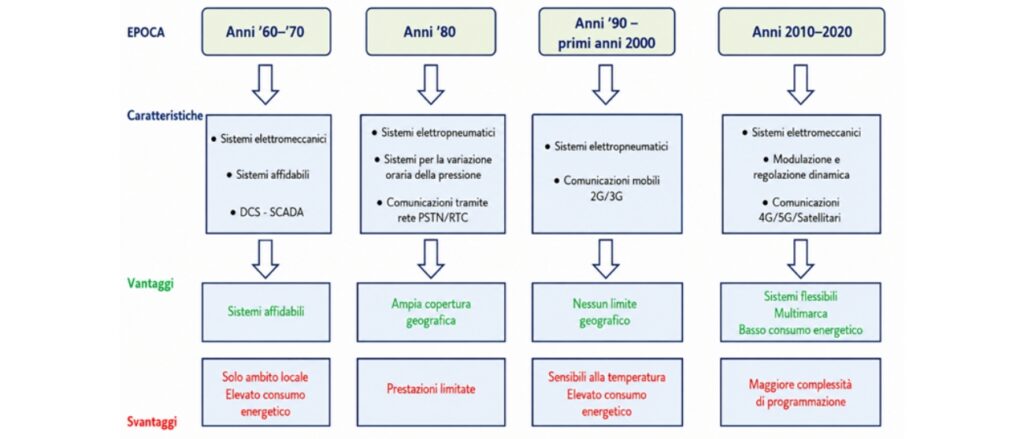
L’evoluzione dei sistemi di upgrading della regolazione della pressione può essere suddivisa in quattro epoche.
Negli anni ’60 e ’70: i sistemi elettromeccanici consentivano la modulazione tramite collegamenti cablati, affidabili ma limitati a installazioni geograficamente circoscritte.
Negli anni ’80: con l’utilizzo delle linee telefoniche, si svilupparono sistemi pneumatici e sistemi per la variazione orariadella pressione, con una maggiore portata operativa, ma sensibili alle condizioni ambientali.
Negli anni ’90e nei primi anni 2000: evoluzione dei sistemi pneumatici grazie alla telefonia mobile,eliminando le restrizioni geografiche. Tuttavia, il consumo energetico risultava elevato.
Oggi: i sistemi elettromeccanici, come GOLEM, continuano a sfruttare la telefonia mobile e la telefonia satellitare. Tali sistemi riducono il consumo energetico e consentono l’integrazione con apparecchiature di diversi produttori.
Funzionalità della modulazione della pressione e della portata
Le funzionalità della modulazione della pressione sono tre:
raggiungimento e mantenimento di un obiettivo di pressione
limitazione della portata
impostazione della pressione durante le fasce orarie giornaliere.
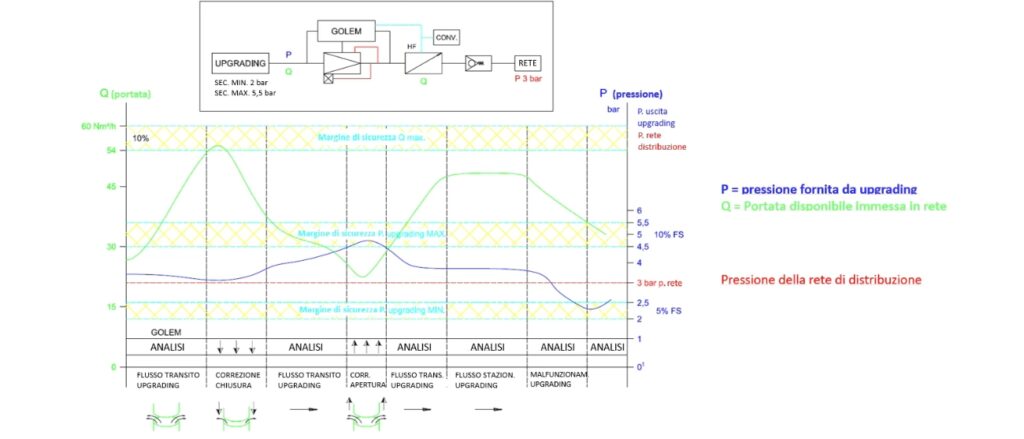
Modulazione della pressione
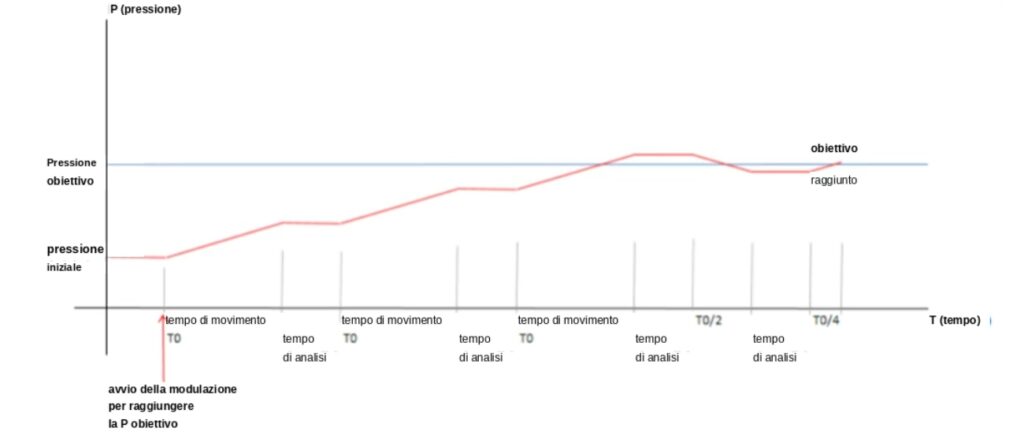
Il grafico sotto mostra la modulazione della pressione nel caso in cui si ottenga e si mantenga un certo valore, e rappresenta la pressione della rete rispetto al tempo.
Quando la pressione reale si discosta dal valore obiettivo, il sistema interviene con regolazioni progressive. Dopo ogni movimento, analizza l’effetto prodotto e decide se proseguire, correggere la direzione o fermarsi. L’obiettivo è riportare la pressione entro una fascia di tolleranza definita.
Se la funzione di mantenimento del valore di pressione è attiva, il sistema non effettuerà alcuna azione fino a quando il valore non uscirà dalla fascia denominata “banda morta”, evitando manovre non necessarie e riducendo l’usura delle apparecchiature.
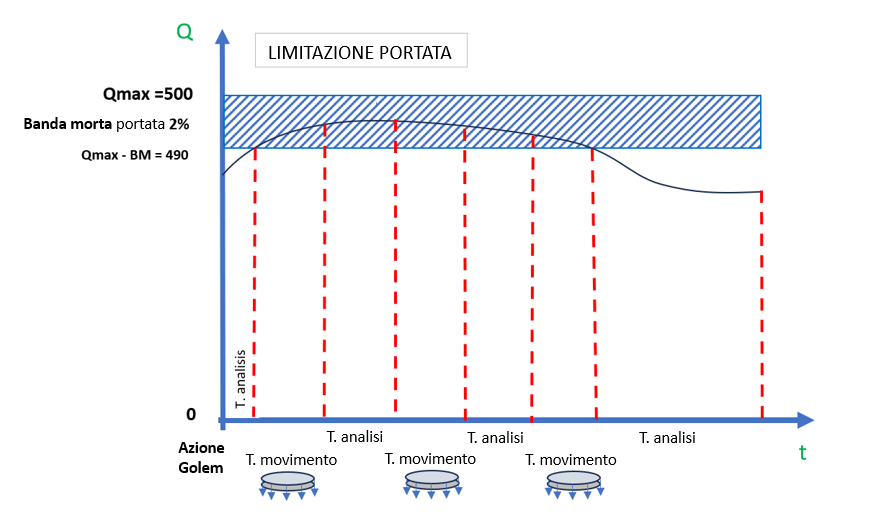
Limitazione della portata
Nel grafico qui sotto, vediamo i valori della portata limitata e della banda morta. La limitazione della portata consente di evitare il superamento di un valore massimo prestabilito. Quando la portata si avvicina alla soglia limite, il sistema interviene sulla sezione di passaggio e avvia una fase di analisi. Se la tendenza all’aumento continua, il sistema prosegue con ulteriori correzioni fino a riportare la portata fuori dalla zona critica.
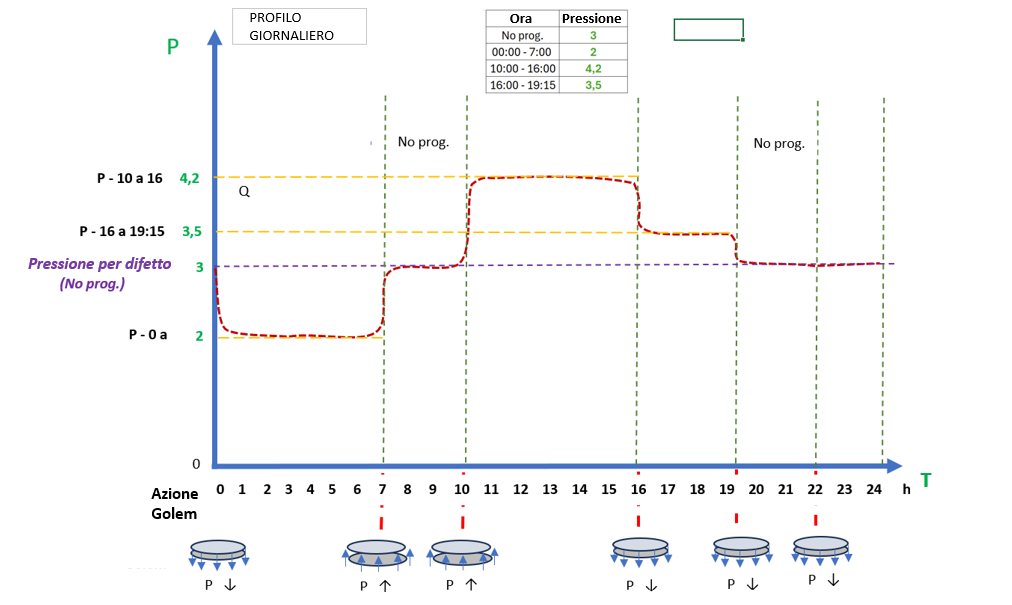
Profilo settimanale della pressione
L’ultima funzionalità della modulazione della pressione è il profilo settimanale della pressione che prevede la definizione di un massimo di tre periodi giornalieri con una pressione impostata, oltre a una pressione predefinita per le ore non programmate. In questo modo, la rete può adattare automaticamente il valore di pressione alle diverse condizioni operative previste nell’arco della settimana.
Proposta di regolazione dinamica
Le logiche di modulazione sviluppate per le reti di distribuzione gas trovano una nuova applicazione nell’iniezione di biometano. In questo scenario, le variazioni di pressione e portata possono incidere direttamente sulla continuità del processo, rendendo necessario un controllo più dinamico delle condizioni operative.
Durante gli Smart Grid Days del 2019, abbiamo avanzato una proposta di applicazione del sistema GOLEM per l’iniezione di biometano in rete. Quell’anno abbiamo assistito all’avvio del primo sistema di iniezione di biometano in rete in Spagna e constatato la problematica dell’iniezione di piccole portate in grandi reti. Al tempo, abbiamo presentato il grafico qui sotto, in cui si osservano le variabili di portata e di pressione, e i punti o fasce di condizioni estreme che il sistema di regolazione dinamica deve evitare.
Da qui nasce l’esigenza di una regolazione dinamica capace di monitorare pressione e portata e di prevenire le condizioni estreme che potrebbero compromettere la continuità dell’iniezione.
Funzionalità della regolazione dinamica per l’iniezione di biometano
Da allora, il sistema GOLEM-ZERO per l’iniezione di biometano si è evoluto fino a integrare tre funzionalità di regolazione dinamica:
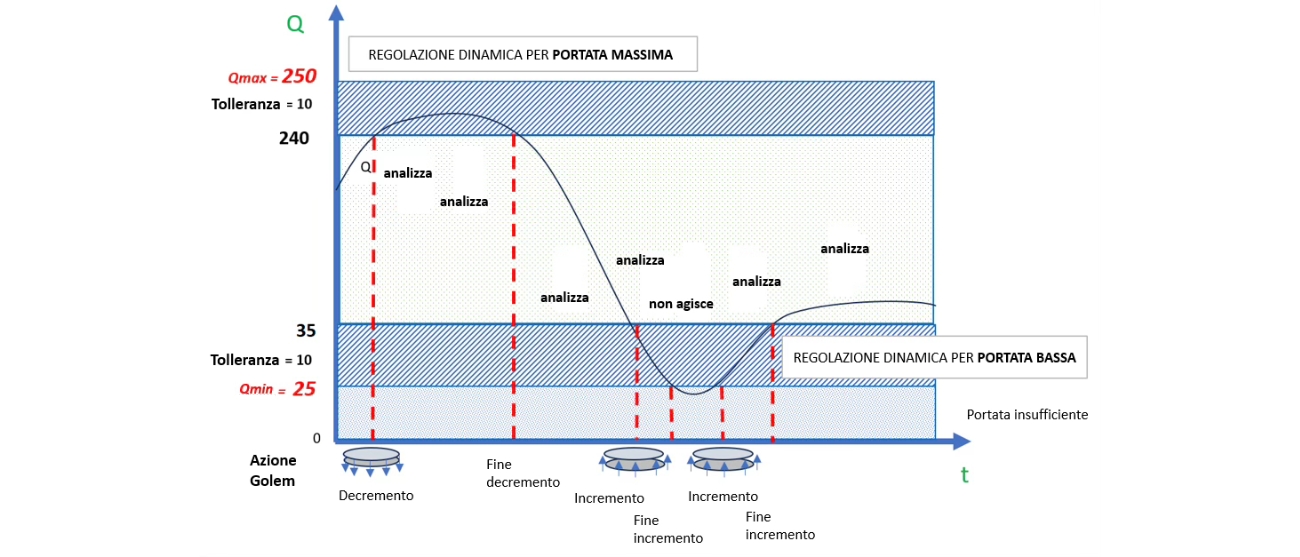
la limitazione della portata massima insieme all’aumento del flusso quando la portata scende sotto i valori minimi
la riduzione del flusso per diminuzione della pressione di ingresso del biometano
l’aumento del set point per aumento della pressione della rete.
Nel presente grafico della portata, si osserva il valore della portata massima registrata meno la tolleranza.
GOLEM-ZERO monitora continuamente la portata di immissione e interviene quando si avvicina ai limiti definiti. Quando la portata si avvicina alla soglia massima consentita il sistema riduce progressivamente la sezione di passaggio per evitare il superamento di tale limite. Allo stesso modo, quando la portata si avvicina al livello minimo operativo, il sistema tenta di aumentare la portata per ripristinare le normali condizioni di funzionamento.
Se invece il valore entra in una condizione di portata insufficiente, il sistema interrompe gli interventi e resta in analisi fino a quando le condizioni non consentono un ripristino stabile del funzionamento.
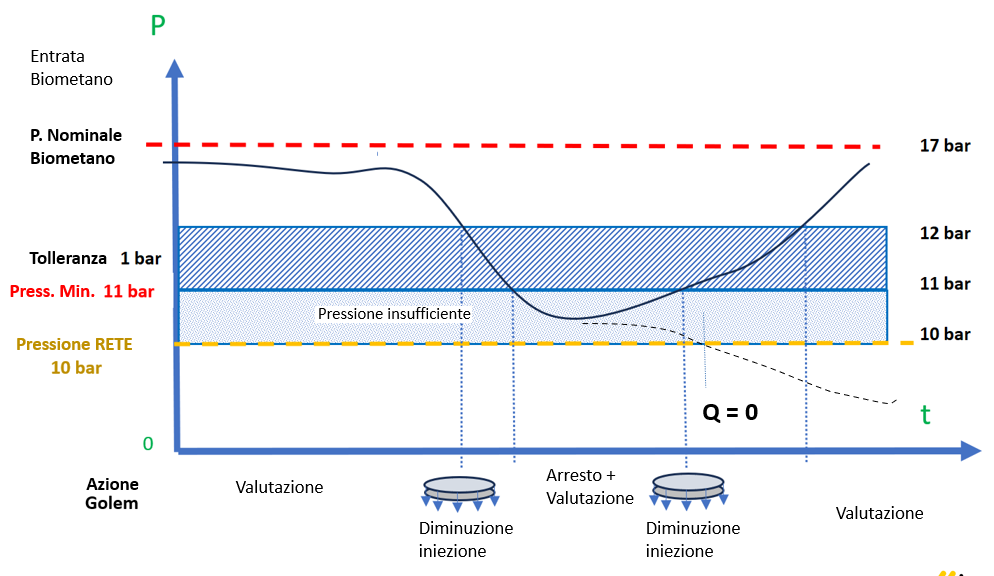
La stessa logica viene applicata alla pressione di ingresso del biometano, con l’obiettivo di evitare condizioni che possano ridurre o interrompere l’iniezione in rete.
Se la pressione di ingresso si avvicina al limite minimo, il sistema riduce l’iniezione per favorire il recupero della pressione. Se la tendenza al ribasso continua e la pressione entra in una zona insufficiente, il sistema sospende gli interventi e resta in analisi.
Se la pressione recupera, il sistema continua a modulare l’iniezione per riportare il processo in condizioni stabili. Se invece la pressione continua a diminuire fino ad avvicinarsi alla pressione di rete, l’iniezione può interrompersi e la portata può arrivare a zero.
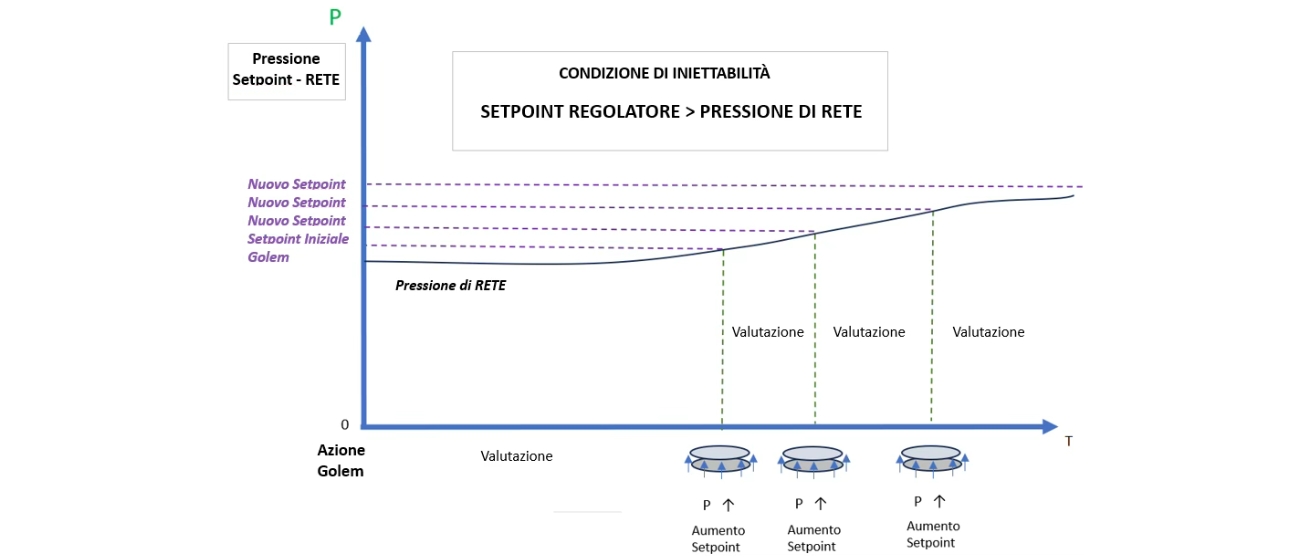
L’ultima funzionalità integrata con GOLEM-ZERO riguarda l’incremento del set point in caso di aumento della pressione di rete. Quando la pressione della rete cresce, il sistema può aumentare progressivamente il set point per mantenere attiva l’iniezione ed evitare interruzioni del processo.
L’incremento prosegue finché le condizioni fisiche dell’impianto lo consentono.
GOLEM ZERO condizione di iniettabilità setpoint Automa
Per approfondire nel dettaglio, è possibile scaricare il white paper completo.
Leader protezione catodica e comunicazioni presso Kromschroeder
Luis Castaño dirige il team operativo che, all’interno del gruppo di gestione dell’energia, si occupa della commercializzazione, dell’assistenza post-vendita e dell’industrializzazione dei prodotti per la gestione remota della protezione catodica, nonché della comunicazione e del controllo remoto nelle reti di distribuzione dei gas.
A cura di Lorenzo Spisni e Massimo Tassinari Referenti tecnici di protezione catodica presso InRete Distribuzione Energia Dall’intervento a SMART GRID DAYS 2025, 8 – 9 ottobre 2025.
In passato, tutti siamo partiti dai dati di potenziale EON. Poi, circa dieci anni fa, abbiamo avuto a disposizione una sonda di potenziale che ci poteva restituire ulteriori informazioni. Nel tempo abbiamo scoperto che la sonda di potenziale poteva rilevare il valore di potenziale Esonda, valori di corrente di coupon (Icoupon), e, avvicinandoci all’obiettivo di ridurre le cadute omiche sul valore di potenziale, la sonda ci consentiva di ottenere EOFF per raggiungere il cosiddetto “potenziale privo di caduta omica”.
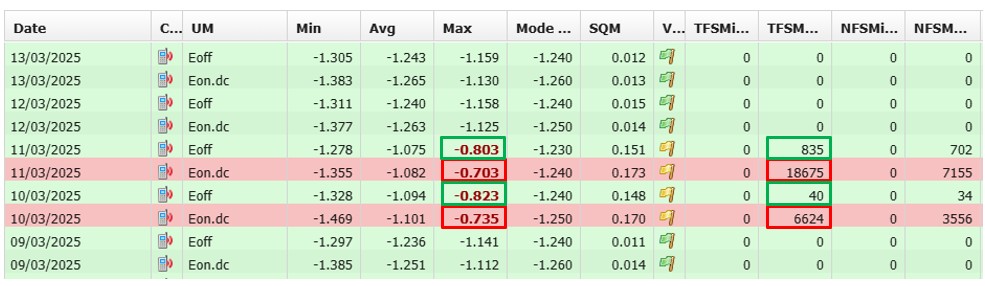
L’esperienza che abbiamo portato avanti su un sistema elettrico, è un’esperienza che raccoglie con sé tante informazioni: otterremo i rilievi EOFF su condotta e i valori di EOFF su coupon. Riassumendo direi rilievi “a due facce”, in quanto paragonando i rilievi di EOFF ottenuti con le due tecniche che le norme ci propongono, i dati saranno contrastanti: alcuni dati saranno conformi e altri che probabilmente non ‘piacciono’ a nessuno.
I valori EOFF contrastanti o interlocutori ci indicano la strada delle indagini più approfondite: questi dati non conformi non sono dovuti all’affidabilità del prodotto sonda di potenziale ma dobbiamo trovarne le cause nel circuito condotta – sonda – coupon – terreno, non dimenticando la presenza dell’ossigeno.
Vi dimostreremo che, nonostante i valori raccolti siano contrastanti, ci sono tante altre condizioni di base che fanno escludere al 100% la possibile corrosione di queste condotte.
Le normative e EOFF
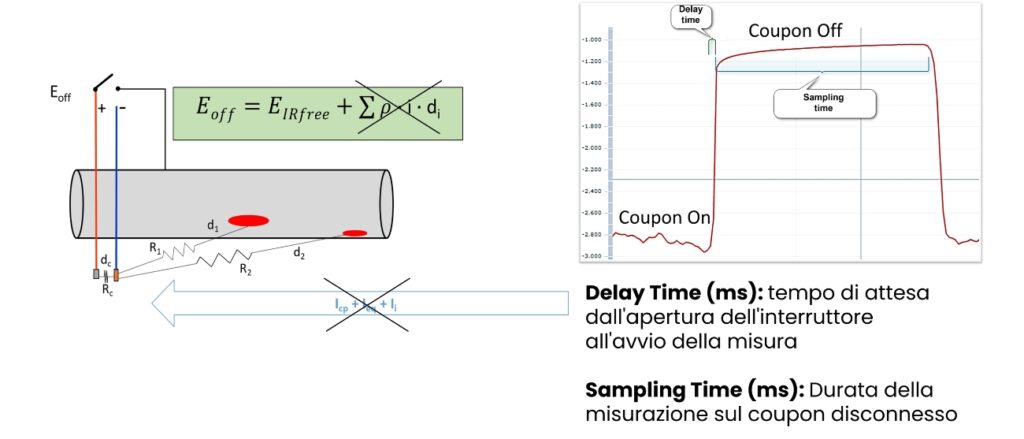
Abbiamo definizioni sia nella norma UNI EN ISO 15589-1 che nella norma UNI 11094. In quest’ultima si citano due modalità per acquisire il potenziale EOFF: direttamente sulla struttura con interruzione della corrente catodica con acquisizione con ritardo tipico di 300 millisecondi oppure su piastrina o sonda dopo apertura del collegamento elettrico piastrina-struttura entro un tempo massimo di 100 ms. Queste tecniche valgono per la valutazione dettagliata dell’efficacia della condizione di protezione.
La tecnica e l’utilità per il collaudo del sistema elettrico e verifiche periodiche sono definite nella norma UNI EN ISO 15589-1 (Appendice A.2.3 – A.2.5 e Art. 7.3 – 12.4.2 e Art. 13.3). Pertanto, queste informazioni su EOFF valgono sia in ambito tecnico (come fare) che di collaudo (messa in servizio o collaudo della condizione di protezione di un sistema) che rispetto alla manutenzione programmata di un sistema (UNI 11094 Appendice A1, A2, A3).
Quindi l’esperienza che vi portiamo trasferisce le normative citate all’interno di un contesto di campo, per ottenere informazioni di EOFF che provengono dalle strutture interrate.
Di seguito le tecniche adottate per l’acquisizione potenziale EOFF:
direttamente sulla struttura (ritardo di circa 300 ms)EOFF-pipe
uso sonda di potenziale (entro un tempo massimo di 100 ms) EOFF-coupon
tempo di acquisizione del potenziale EOFF entro 2 ms (sovraprotezione),
tempo di acquisizione del potenziale EOFF entro 21 ms,
tempo di acquisizione del potenziale EOFF entro 100 ms (criteri di protezione).
Abbiamo individuato un sistema elettrico idoneo, non soggetto a interferenze o con un periodo di non interferenza sufficiente al monitoraggio dei dati, in cui i punti di misura caratteristici fossero dotati di sonde di potenziale.
Il sistema è stato individuato in una piccola area urbana.
La particolarità di questo sistema è la presenza di una differente resistività del terreno: infatti, persistono aree in cui, a seguito della bonifica di zone palustri e lagunari, la resistività si aggira intorno ai 7-8 Ω·m, mentre altre, sorte su depositi di natura fluviale, presentano una resistività nell’ordine dei 100 Ω·m.
Per approfondire nel dettaglio, è possibile scaricare il case study completo.
Massimo Tassinari è il referente tecnico di protezione catodica c/o INRETE Distribuzione impegnato nella messa in servizio e supervisione al collaudo dei sistemi di protezione catodica, aggiornamento dei sistemi di monitoraggio e nel coordinamento della rendicontazione dati ARERA.
A cura di Ivano Magnifico, Product Manager AUTOMA Dall’intervento “Back to the future: quando il passato è già il futuro” SMART GRID DAYS 2025, 8 – 9 ottobre 2025.
Stiamo utilizzando come dovremmo i dati che riceviamo dai sistemi di monitoraggio della protezione catodica? Per comprenderlo, procediamo a fare un riassunto della storia, dell’attualitàe del futuro del monitoraggio delle condotte, ponendo in particolare l’attenzione su ciò che diamo per scontato e ci sembra normale perché lo vediamo ogni giorno.
In questo articolo e nel precedente ti parliamo quindi delle modalità di monitoraggio e di come è possibile ottimizzare la trasmissione dei dati, mostrandoti anche dei casi concreti.
Con questi contenuti ci rivolgiamo soprattutto ai lettori stranieri, che hanno delle gestioni diverse da quelle che abbiamo in Italia. Ma, in ogni caso, il recap può essere utile anche per noi italiani per vedere se stiamo lavorando al meglio delle nostre possibilità.
Monitoraggio remoto al servizio della protezione catodica
Per una definizione di monitoraggio remoto ti rimandiamo qui.
Vediamo ora come le informazioni raccolte possono aiutarci a svolgere la nostra attività quotidiana. Per avere una protezione catodica efficace ed efficiente, la prima cosa da fare è verificare che i dispositivi che utilizziamo (es. alimentatori, dispositivi di disaccoppiamento, dispositivi di mitigazione ecc.) stiano funzionando correttamente. La norma ISO 15589-1 ci dà un’indicazione dei dispositivi che devono essere controllati per garantire la protezione catodica:
Alimentatori di protezione catodica
Stazione di drenaggio unidirezionale
Collegamenti a strutture terze (resistive o dirette)
Dispositivi di disaccoppiamento AC/DC
Anodi galvanici
Punti Misura
Alimentatore: parametri di monitoraggio
Sotto sono riportati i parametri da monitorare nell’alimentatore per poter essere sicuri che stia funzionando correttamente.
Corrente di uscita DC
Tensione di uscita DC
Tensione di uscita AC: allarme se il valore medio > soglia definita
Presenza/mancanza dell’alimentazione principale (allarme in tempo reale)
Potenziale DC struttura e Tensione AC
Potenziale OFF su struttura
Instant-off su coupon per misura del potenziale IR-free
Densità di corrente DC e AC su coupon
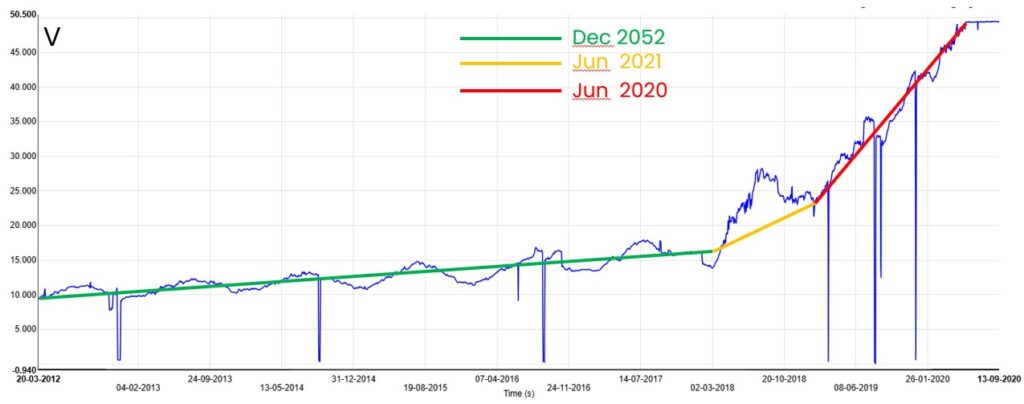
Quando parliamo di distribuzione gas-reti all’interno delle città, uno degli aspetti più critici è il tempo di vita del dispersore: finché il dispersore è operativo, riusciamo a dare corrente, quando invece si consuma è un problema, perché ci possono volere anche uno o due anni prima di riuscire a ottenere i permessi per fare i lavori. Quindi, sarebbe comodo se, oltre alle altre informazioni che ci arrivano, potessimo anche sapere se e quando il dispersore sta arrivando a fine vita.
Alimentatore: valutazione dello stato del dispersore
Nel grafico sotto, non stiamo misurando l’impedenza (rapporto fra tensione e corrente) per valutare la resistenza totale del circuito, ma stiamo misurando solo la tensione di uscita su un alimentatore che ha sempre lavorato a corrente costante; quindi, l’andamento della tensione ricalca l’andamento dell’impedenza totale vista dall’alimentatore. Il periodo di riferimento è 2012-2020. Osservando il grafico, riconosciamo chiaramente l’andamento stagionale, quindi il cambio di resistenza del terreno tra periodo estivo e periodo invernale. Tuttavia, si riesce anche a riscontrare una certa linearità che è data dall’andamento della perdita di volume del dispersore nel tempo. Quando ci avviciniamo al fine vita, perdiamo questo andamento lineare che tende a diventare esponenziale e questo può aiutarci a prevedere anche con un paio di anni di anticipo il momento in cui sarà necessario un nuovo dispersore.
Drenaggio unidirezionale
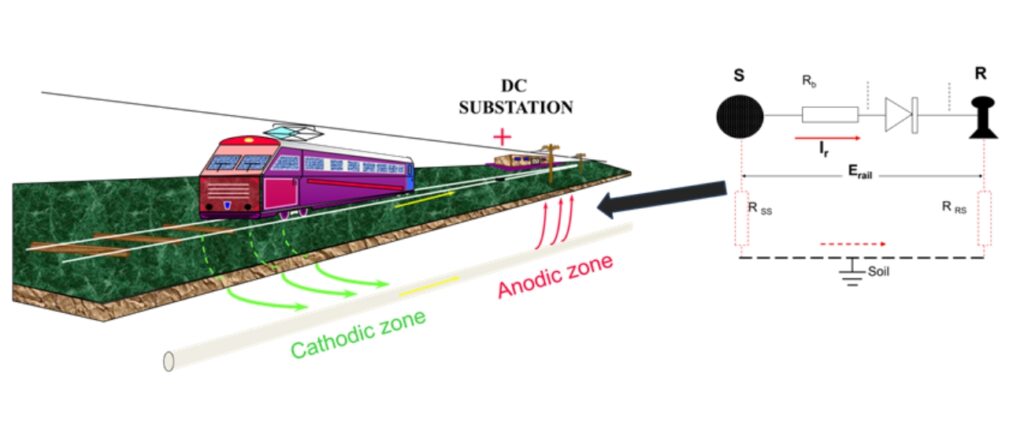
In prossimità di una linea ferroviaria, nel punto in cui l’interferenza crea sulla nostra condotta una zona anodica di corrente che ritorna al circuito originale, avremo bisogno di un drenaggio, se non ci sono altri modi di ovviare al problema.
Lo scopo del drenaggio è quello di permettere alla corrente, che noi assorbiamo in zona catodica dalla linea del treno, di tornare attraverso un percorso elettrico alla rotaia e alla sottostazione di appartenenza. Chiaramente, vogliamo che questa corrente possa solo tornare verso la sottostazione e non viceversa.
Altro parametro interessante è la differenza di potenziale tra la struttura e la rotaia: quando la struttura è più positiva della rotaia, ci aspettiamo che ci sia della corrente che va drenata, ritornando al circuito originale; mentre, quando la polarizzazione è inversa, quello che ci aspettiamo è che non ci sia corrente attraverso il diodo, perché questo è polarizzato inversamente.
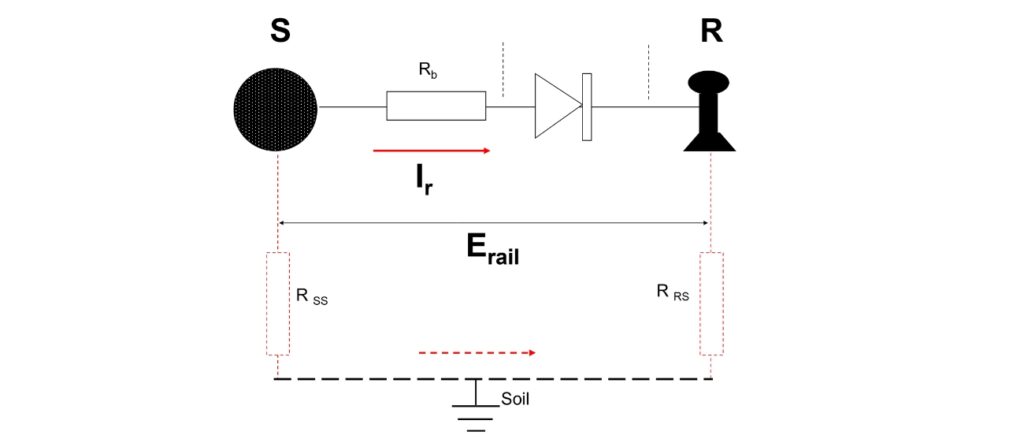
I parametri di monitoraggio sono:
Corrente di drenaggio DC
Condizione normale: Ir ≥ 0
Allarme se Ir < 0 (diodo danneggiato)
Potenziale tubo – rotaia (Erail)
Condizione normale: -V < Erail < 0,7 V + Ir (Rb+Rpr) (Rpr = resistenza parassita del diodo)
Potenziale DC struttura e Tensione AC
Potenziale OFF su struttura
Instant-off su coupon per misura del potenziale IR-free
Densità di corrente DC e AC su coupon
Casi reali
Drenaggio unidirezionale: rilevamento guasto del diodo
Guardiamo degli esempi pratici. Sotto vedete l’andamento della corrente del diodo per una serie di giorni: la corrente è sempre e solo in un verso fino al 22 maggio. Come mostrato, successivamente al guasto, la nostra condotta staricevendo 55A, 134A, 68A dalla rotaia attraverso un collegamento elettrico: questa corrente deve però tornare al suo circuito originale. Generalmente, la corrosione non è un fenomeno rapido, ma in questo caso può diventarlo. Pertanto, è fondamentale ricevere un allarme per poter intervenire prontamente.
In riferimento alla Remote Datalogger Unit, è interessante sottolineare che, occasionalmente, possiamo chiedere al dispositivo di scaricare la misura secondo per secondo per analizzare nel dettaglio quello che è successo; ed è quello che abbiamo fatto in questo esempio. Abbiamo scaricato la registrata al secondo del giorno in cui il diodo si è rotto. Sotto possiamo vedere la corrente drenata, il potenziale On e il potenziale tubo-rotaia.
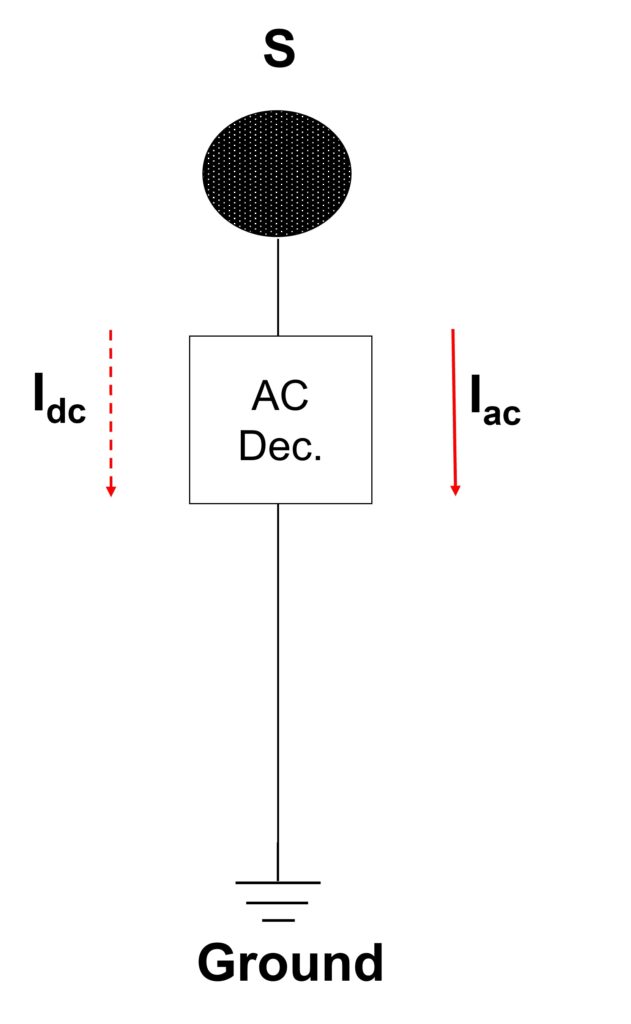
Dispositivo di mitigazione AC: parametri di monitoraggio
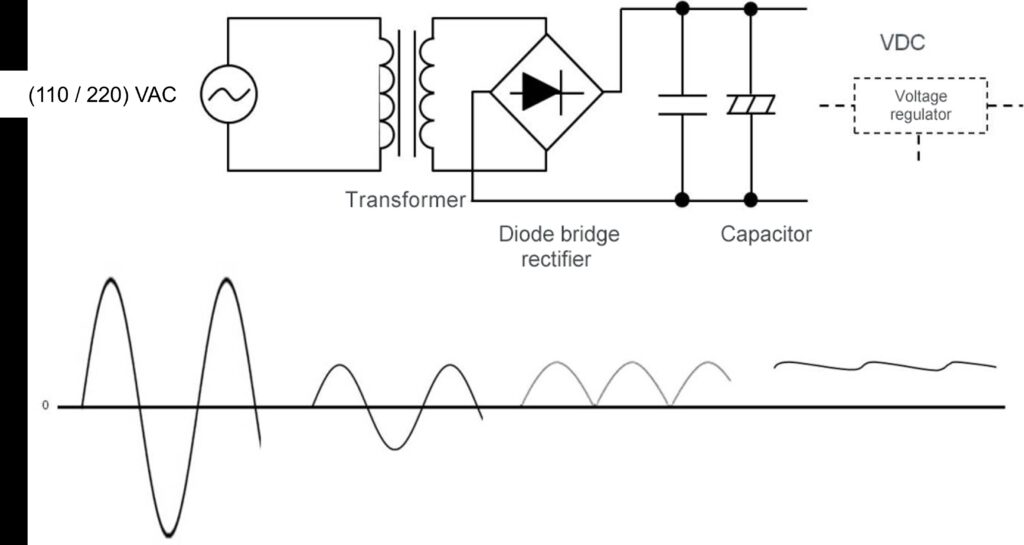
Il disaccoppiatore di corrente alternata è un grande condensatore tra il tubo e la messa a terra che consente alla corrente alternata di essere scaricata verso la messa a terra rimanendo invece un circuito aperto per la corrente continua.
Che cosa monitoriamo?
Corrente AC scaricata;
Corrente DC:
Condizione normale: media IDC= 0
Allarme se media IDC ≠ 0 (disaccoppiatore danneggiato, presenza di percorso resistivo)
Potenziale della messa a terra (Egnd):
Allarme se Egnd passa a valori più negativi;
Potenziale DC struttura e Tensione AC;
Potenziale OFF su struttura;
Instant-off su coupon per misura del potenziale IR-free;
Densità di corrente DC e AC su coupon.
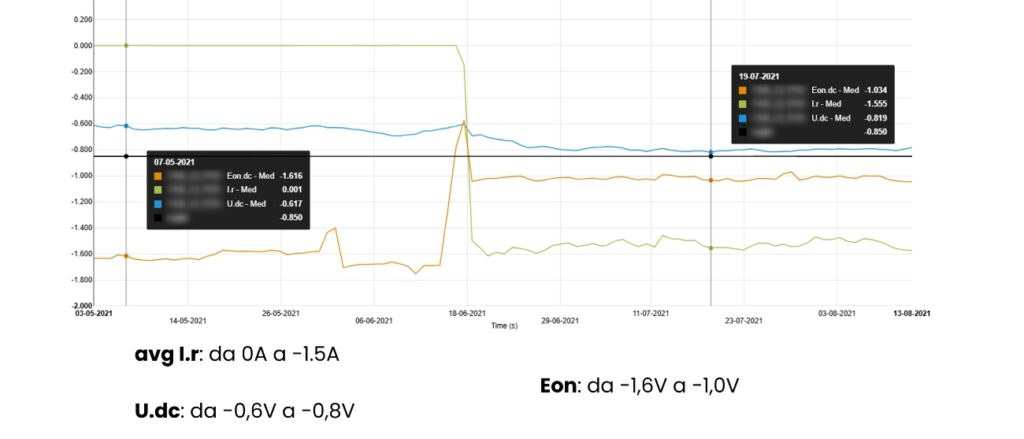
Dispositivo di mitigazione AC: rilevamento di un guasto
Il report giornaliero mostra la corrente continua registrata in diversi giorni, fino al giorno in cui il valore medio diventa diverso da zero.
Prendendo in considerazione il potenziale della messa a terra vediamo che la variazione è lieve; questo perché la rete di terra è molto estesa e per generare una variazione significativa di potenziale serve molta corrente. Invece, guardando il grafico a destra, si può notare che il potenziale varia molto, passando da -1,7 V a – 1 V. In questo caso, siamo abbastanza lontani dall’alimentatore, che non si accorge che c’è qualcosa che sta assorbendo corrente. Quindi, l’alimentatore continua a funzionare perdendo 600-700 mV sul potenziale ON.
Pertanto, possiamo identificare il giorno e rilevare la presenza del guasto, analizzando anche l’andamento temporale. Ciò è importante perché se devo fare un’analisi storica dei dati (non solo su questo punto misura ma sugli altri punti del sistema) avere un segnale che mi consenta di capire in che periodo lo scaricatore in alternata non stava funzionando correttamente mi permette di correlare anche gli altri valori.
Protezione catodica efficace
Per assicurarci che la protezione catodica sia efficace, la norma ISO 15589-1 definisce due step:
Valutazione generale
Misure di potenziale ON effettuate su tutti i punti misura o almeno su quelli selezionati.
Valutazione dettagliata e completa
Misure di potenziale OFF effettuate preferibilmente su tutti i punti misura.
Quando non è possibile effettuare la misura di potenziale OFF sul tubo, sono richieste misure di potenziale OFF con l’utilizzo di sonde o coupon su intervalli di tempo significativi.
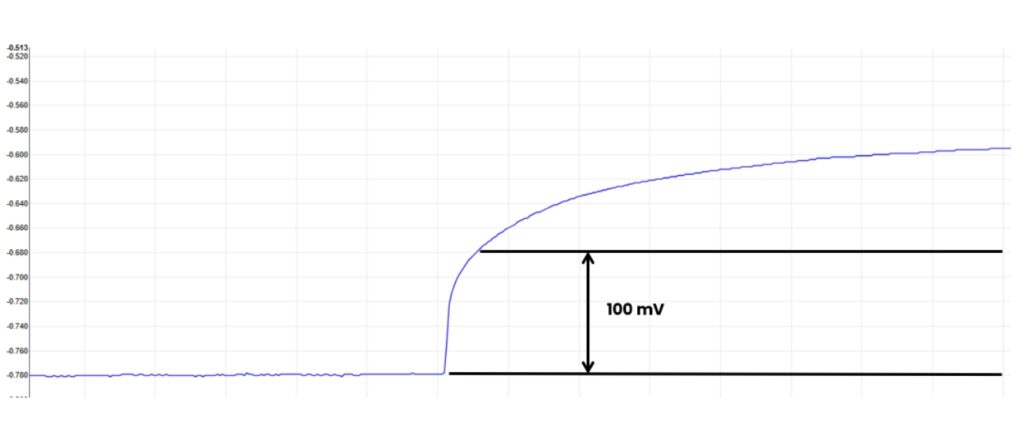
La norma NACE SP0169, che è l’equivalente della 15589-1, stabilisce i seguenti criteri:
Un minimo di 100 mV di polarizzazione catodica.
Potenziale struttura-elettrolita pari o più negativo di -850 mV rispetto a un elettrodo di riferimento saturo di rame/solfato di rame (CSE).
Questo potenziale può essere una misura diretta del potenziale polarizzato o un potenziale ON.
Utilizzo di coupon di protezione catodica per stabilire i livelli di densità di corrente, potenziale di corrosione, livelli di polarizzazione
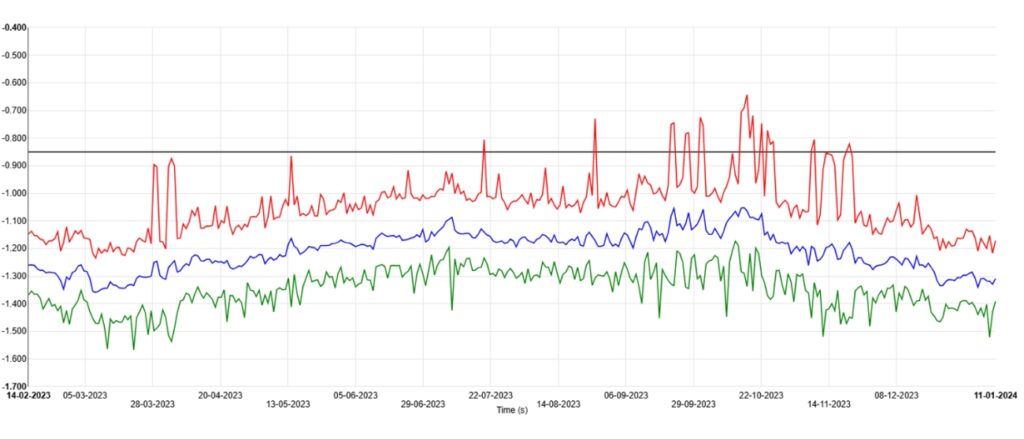
Valutazione del potenziale ON
Dal grafico sotto emerge che durante l’anno siamo protetti. Vi è però un periodo in cui il massimo giornaliero è fuori protezione. Questo non significa che siamo in un serio rischio di corrosione, perché dobbiamo valutare anche le altre informazioni fornite dal report giornaliero (es. tempo fuori protezione).
Potenziale di instant-off su coupon
Tecnica di misura
Facciamo la misura instant-off con il coupon e riusciamo a eliminare la caduta IR. Si tratta di una misura che riusciamo a fare prendendo semplicemente i valori di instant-off: viene fatta su pochi millisecondi e possiamo ripeterla una volta al secondo. Quindi, abbiamo un rapporto 1-1 tra potenziale di instant-off su coupon e potenziale ON.
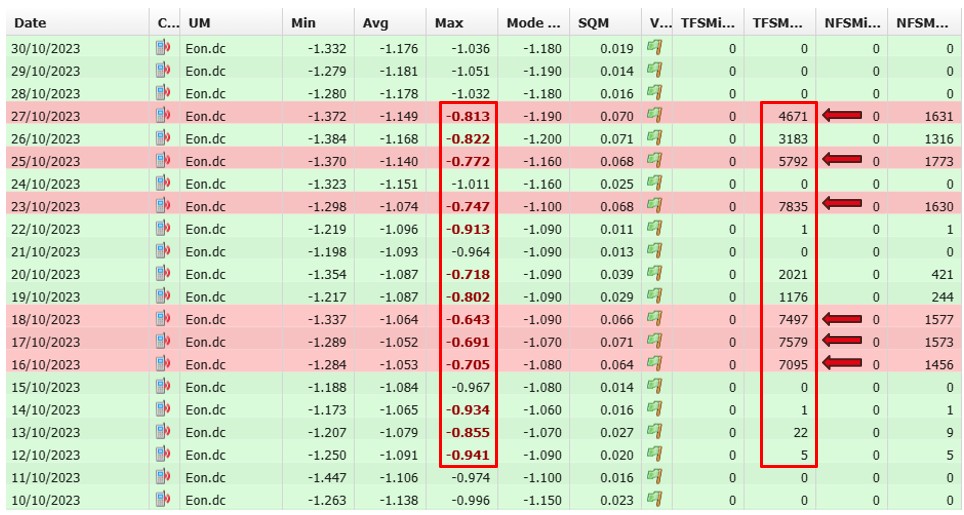
Report giornaliero
Nel report sotto vediamo i punti di misura, i massimi fuori protezione, e i tempi di fuori protezione. In questo caso, il tempo fuori protezione del potenziale ON è tra le due e le cinque ore. Quindi potrei essere indotto ad andare in campo per capire cosa sta accadendo.
Come accennato prima, qui stiamo valutando se siamo catodici o meno, non siamo in grado di sapere qual è il potenziale IR-free da confrontare con il criterio che applichiamo. I coupon ci aiutano: se prendiamo in esame quegli stessi giorni e la misura di instant-off sul coupon dove abbiamo eliminato l’IR, vediamo che il tempo reale di fuori protezione è invece trascurabile.
In un insieme di misure in cui posso avere diversi punti in cui il potenziale ON risulta non protetto, la misura del coupon mi permette di filtrare tutti quei punti dove in realtà è presente solo una caduta ohmica nel terreno e analizzare solo dove invece effettivamente vi è bisogno.
100 mV shift
Avendo il coupon e potendolo comandare da remoto, possiamo valutare anche il criterio del 100 mV shift: ho la possibilità di scaricare la misura secondo per secondo ed effettuare la valutazione.
Interferenza DC
Il grafico sotto è interessante perché abbiamo il potenziale ON sulle 24 ore e il potenziale di instant-off su coupon. Avere entrambe le misure ci permette di valutare l’effetto delle interferenze. Osservando la fase notturna, le due linee sono praticamente parallele. Durante il passaggio dei treni, invece, il potenziale ON insegue tutte le correnti che circolano nel terreno (non è detto che queste correnti entrino nella nostra struttura). Quindi, la possibilità di valutare in parallelo le due curve, ci permette di capire quando l’interferenza genera correnti solo verso il terreno e quando invece le genera anche verso la struttura, con conseguenti condizioni catodiche e anodiche.
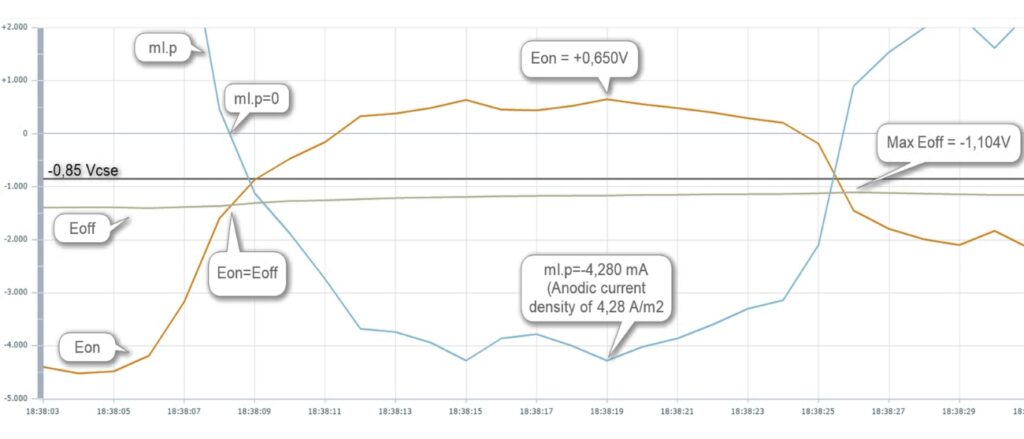
Potenziale ON vs instant-off su coupon
Nell’immagine sottoriportiamo un esempio che è molto interessante. In una condizione di interferenza, scarico la misura secondo per secondo. Abbiamo 30 secondi di misura in cui vi sono il potenziale ON e la corrente nel coupon. La corrente nel coupon quando è catodica è positiva, mentre quando è anodica è negativa. Quindi, qui abbiamo l’effetto di un’interferenza anodica che dura all’incirca 15 secondi, con un picco massimo di 4 A/m2. Pertanto, abbiamo: interferenza anodica, 4 A/m2 di densità di corrente, e potenziale ON positivo (+ 0,65V CSE).
La prima azione che si è tentati di fare per eliminare un potenziale positivo è aumentare la corrente. Tuttavia, in questo caso, analizzando i valori medi giornalieri, siamo in forte sovraprotezione (-1,3 V CSE), per cui andando ad aumentare la corrente peggioreremmo ulteriormente la situazione.
Qui entra in gioco il discorso che facevamo prima: l’importanza di poter valutare il tempo di fuori protezione. Questo perché se nel corso delle 24 ore la struttura è protetta, non bastano 30 secondi di interferenza anodica per generare un rischio di corrosione. Se noi andassimo invece a valutare il potenziale di instant-off durante questa interferenza, il valore massimo più positivo che raggiungeremmo è -1,1 V. Quindi, sarebbe dannoso aumentare la corrente. Se il resto del sistema di protezione catodica ce lo permettesse, potremmo addirittura pensare di ridurre un po’ la corrente e provare ad uscire dalla condizione di sovraprotezione.
Pertanto, in base alla qualità e al tipo di informazione che ricevo, posso anche essere spinto a fare scelte totalmente opposte, rischiando però di fare quelle sbagliate. Quante più informazioni riesco ad ottenere, tanto più sarò convinto delle mie azioni perché supportate dai dati, riducendo la probabilità di errore.
Interferenza AC
L’interferenza alternata è piuttosto subdola, perché dipende fortemente dalle condizioni del terreno. Le condizioni del terreno possono variare nel corso dell’anno: una misura conforme in un certo periodo dell’anno, non mi assicura (se non ho un monitoraggio continuo) che in un altro periodo dell’anno sarà altrettanto conforme.
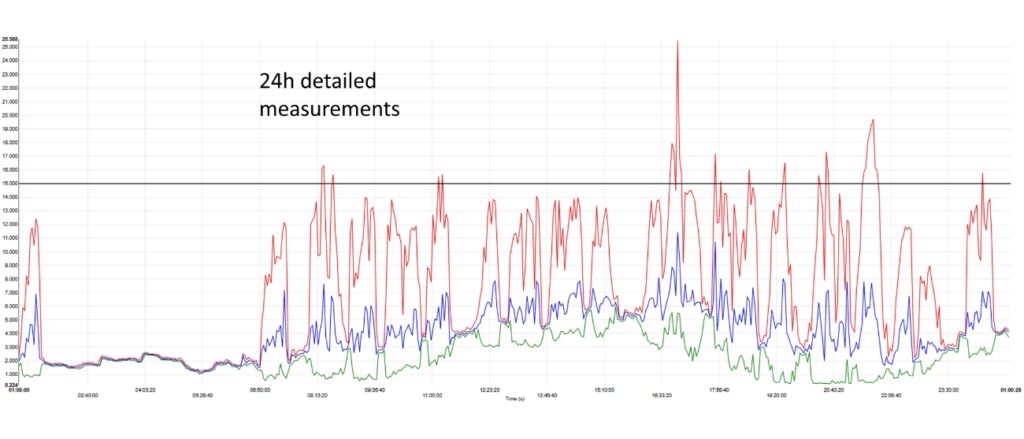
Se, in questo caso, il tecnico andasse a fare una misura, troverebbe 1,5 V di tensione AC. Tuttavia, dal grafico sotto emerge che ci sono periodi dell’anno in cui addirittura si superano 15 V. Con un monitoraggio continuo riesco ad avere queste informazioni.
Il grafico sotto mostra ciò che può succedere in aree industriali. Sotto è mostrata una registrata di 24 ore in una zona industriale in cui probabilmente è presente un’azienda che ha un macchinario con un isolamento a terra pessimo. Quindi, possiamo contare dentro le 24 ore i cicli macchina che stanno facendo, e questo magari ci può aiutare a capire chi sia la fonte e ad agire per una risoluzione del problema.
La densità di corrente alternata è molto sensibile alle variazioni di resistività del terreno. Quindi, a parità di condizioni esterne, posso avere periodi dell’anno in cui la densità è superiore a 30 A/m2, altri in cui magari, con una resistività più alta (periodo estivo), la densità cala drasticamente e poi torna su.
La configurazione di monitoraggio in presenza di interferenza alternata diventa piuttosto critica. Ciò che possiamo misurare è:
Potenziale ON DC su struttura e Tensione AC
Potenziale di Instant off sul coupon DC (10 cm2 o altra dimensione, per la valutazione del criterio di protezione)
Densità di corrente del coupon DC
Densità di corrente DC e AC su coupon AC (1 cm2)
Con questo setup posso verificare i seguenti criteri:
-1,2V CSE < Potenziale di Instant off sul coupon < -0,850V (secondo ISO 15589-1 e SP0169)
Tensione AC media giornaliera< 15 Vac (secondo ISO 18086 e SP0177)
Media giornaliera di Jac < 30 A/m2 (o Jac < 100 A/m2 se media giornaliera Jdc < 1 A/m2) (secondo ISO 18086 e SP21424)
In questo articolo e nel precedente abbiamo visto qualcosa che per l’Italia è storia da 25 anni. La capacità di integrare le caratteristiche del monitoraggio remoto con il monitoraggio della misura ad alta frequenza, tipica dei datalogger, permette, in presenza di un’intelligenza locale in grado di elaborare tali dati, di inviare report intelligenti, fare valutazioni, e individuare in modo semplice condizioni normalmente difficili da rilevare.
Il tecnico non scompare in questa attività, però smette di fare l’autista: può passare più tempo in ufficio, analizzando dati concreti e affrontando con cognizione di causa le condizioni anomale, avendo a disposizione dati consistenti.
In momento in cui le risorse umane tendono a essere sempre meno presenti nei vari gruppi di protezione catodica, un aiuto di questo tipo diventa fondamentale per ottimizzare tutte le nostre attività.
Come Marty McFly nel 1955, il resto del mondo sta finalmente raggiungendo un futuro che per noi è già presente da un quarto di secolo. La tecnologia italiana ha fatto da DeLorean, portando l’innovazione dove sembrava impossibile.
AUTOMA progetta e produce soluzioni hardware e software innovative e Made in Italy per il monitoraggio e il controllo remoto in ambito Oil, Gas e Water.
Siamo nati nel 1987 in Italia, e oggi oltre 50.000 dispositivi Automa sono installati in più di 40 Paesi nel mondo.
Vuoi conoscere i vantaggi per la sicurezza delle tue reti chepotresti avere con sistema di monitoraggio AUTOMA della protezione catodica?
Contatta il nostro team senza impegno e ti diremocosa possiamo fare per ottimizzare il tuo controllo delle infrastrutture.
Ingegnere elettronico, è certificato come Tecnico Senior in protezione catodica e specializzato in analisi di mercato e standard di settore. Con oltre 15 anni di esperienza nel monitoraggio remoto della protezione catodica e un brevetto su un elettrodo di riferimento intelligente, Ivano è membro del Board of Directors del Ceocor (European Committee for the Study of Corrosion and Protection of Piping Systems) e Delegate di AMPP Italy Chapter, nonchè membro attivo dei gruppi di lavoro normativi ISO e AMPP per la protezione catodica.
A cura di Ivano Magnifico, Product Manager AUTOMA Dall’intervento “Back to the future: quando il passato è già il futuro” SMART GRID DAYS 2025, 8 – 9 ottobre 2025.
Stiamo utilizzando come dovremmo i dati che riceviamo dai sistemi di monitoraggio della protezione catodica? Per comprenderlo, procediamo a fare un riassunto della storia, dell’attualitàe del futuro del monitoraggio delle condotte, ponendo in particolare l’attenzione su ciò che diamo per scontato e ci sembra normale perché lo vediamo ogni giorno.
In questo articolo e nel prossimo ti parleremo quindi delle modalità di monitoraggio e di come è possibile ottimizzare la trasmissione dei dati.
Con questi contenuti ci rivolgiamo soprattutto ai lettori stranieri, che hanno delle gestioni diverse da quelle che abbiamo in Italia. Ma, in ogni caso, il recap può essere utile anche per noi italiani per vedere se stiamo lavorando al meglio delle nostre possibilità.
Definizione di monitoraggio remoto
La normativaUNI EN ISO 15589-1:2017 propone questa definizione di monitoraggio remoto: «Come minimo, il monitoraggio remoto deve fornire lo stesso livello di informazioni ottenute dagli operatori di protezione catodica sul campo».
Cosa vuol dire questo? Il “minimo” è una misura puntuale rilevata con la stessa frequenza con cui un tecnico può andare in campo a fare la verifica. Basarsi solo su questa norma significa però prendere la cosa un po’ troppo alla lettera: potete infatti immaginare che cosa voglia dire fare una misura puntuale ogni sei mesi, considerando tutto ciò che può accadere nel frattempo.
Nelle norme NACEnon esiste una definizione di monitoraggio remoto. Tuttavia, esiste un gruppo di lavoro che ha il compito di redigere la norma MR21551 sul monitoraggio remoto. Quando questa norma verrà redatta, vedrete che c’è qualche richiamo a ciò che facciamo in Italia.
RMU vs Datalogger
Quando ci limitiamo a ciò che la norma richiede, siamo di fronte a una contrapposizione tra ciò che fa un’unità di monitoraggio remoto (RMU), che effettua una misura ogni tanto, e ciò che invece fa un datalogger, che analizza gli effetti delle interferenze con una misura ad alta frequenza.
Normalmente, ci si trova di fronte a un bivio: quale scegliere?
Se scegliamo un’unità di monitoraggio remoto ci limitiamo a misure periodiche con bassi requisiti di trasmissione, rinunciando però a un campionamento ad alta frequenza; se scegliamo un datalogger, avremo alte frequenze di campionamento, una valutazione degli effetti transitori, ma un recupero difficoltoso dei dati che di solito avviene manualmente, in quanto il dispositivo non dispone di un accesso remoto.
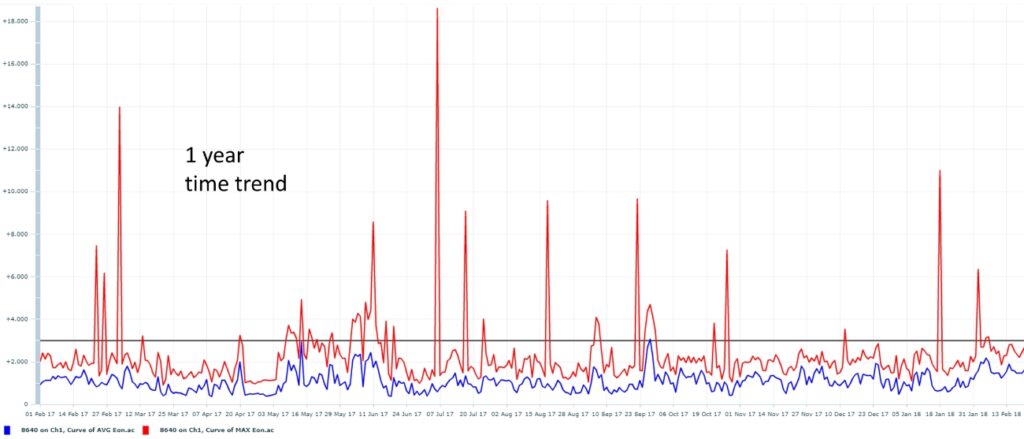
Andamento potenziale ON struttura
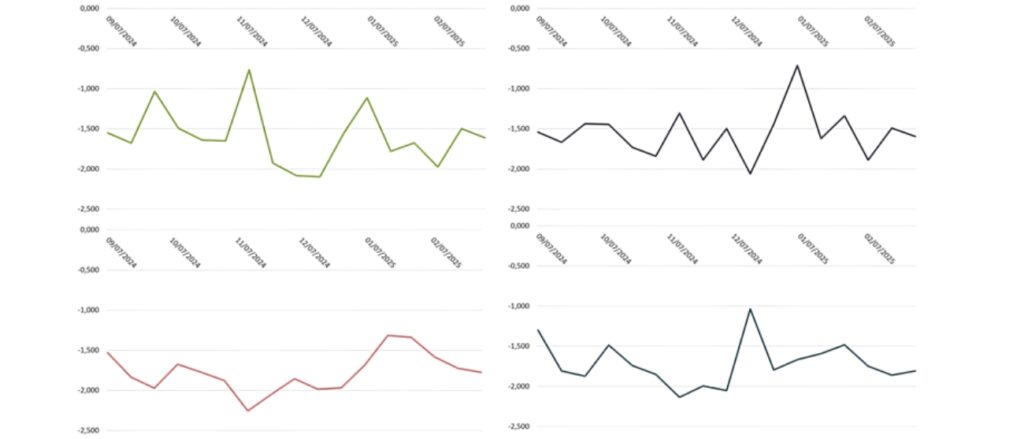
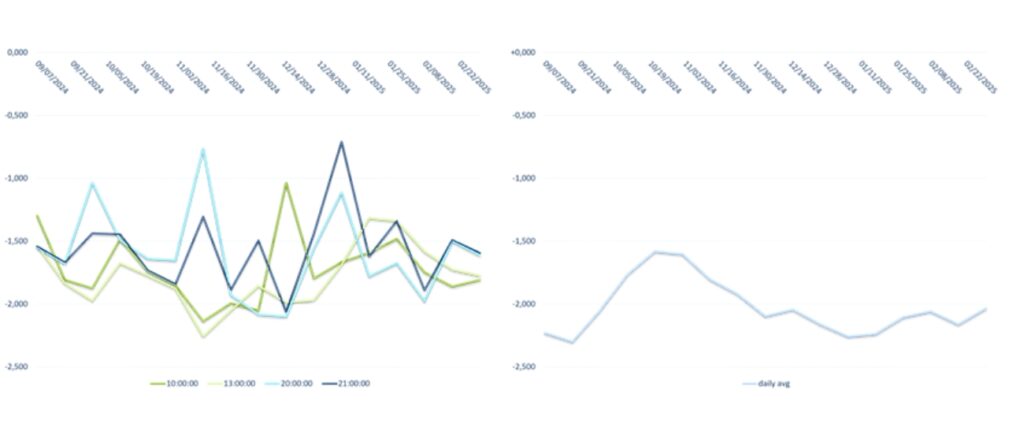
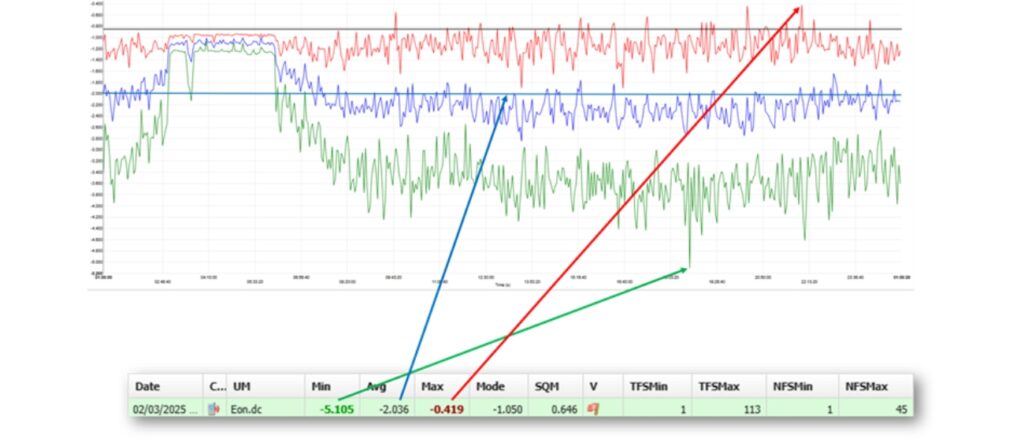
In questo grafico vengono mostrati quattro andamenti di potenziale su quattro punti misura nell’arco di sei mesi (una misura a settimana).
Queste misure sembrano appartenere a sistemi di protezione catodica diversi, in realtà tali curve derivano allo stesso identico punto misura ma sono relative a orari diversi: abbiamo la curva delle 10:00, delle 13:00, delle 20:00 e delle 21:00 (nella figura seguente a sinistra). Pertanto, questo è ciò che ottengo quando effettuo una misura puntuale con una certa periodicità. Mi perdo tutto ciò che accade nel frattempo: non riesco ad avere informazioni chiare sul reale andamento, che è quanto si può vedere nel grafico di destra.
Remote Datalogger Unit ed Edge Computing
Per ovviare a questo problema, serve uno strumento che unisca le caratteristiche di un’unità di monitoraggio remoto (RMU) e di un datalogger: una Remote Datalogger Unit. Si tratta di un dispositivo che non solo ci permette di combinare la comunicazione remota con un monitoraggio ad alta frequenza, ma che è anche intelligente, evidenziando solo gli aspetti chiave dell’informazione (infatti, ci sono dei vincoli in termini di quantità di dati che si possono inviare). L’obiettivo è ottimizzare la trasmissione.
È possibile raggiungere questo scopo attraverso l’edge computing: un modello informatico che elabora le informazioni localmente e invia al Cloud solo i dati essenziali (report giornaliero). Si tratta, dunque, di un dispositivo che, come un datalogger, può effettuare una misura al secondo nel sito dove è collocato. Con questa frequenza di misura, al termine della giornata si otterranno 86.400 misure: essendo una quantità molto elevata, è impensabile inviarle tutte, visto anche che il dispositivo funziona a batteria.
Pertanto, il dispositivo elabora tali informazioni e fornisce un riassunto, indicando:
Minimo, medio, massimo giornaliero: dove il valore medio è un valore consistente che deriva da una misura al secondo nell’arco della giornata, consentendo di capire il reale andamento (non come nel precedente grafico a sinistra).
Informazioni statistiche:moda, ovvero il valore più frequente misurato all’interno degli 86.400 campioni; deviazione standard; e variabilità, per avere un’idea di quanto varia la misura durante la giornata.
Tempo totale (secondi) al di sotto della soglia minima e al di sopra della soglia massima durante il giorno: per avere un range in cui considerare il segnale valido o non valido; in quest’ultimo caso, ci saranno una serie di allarmi o condizioni a cui fare attenzione.
Numero totale di superamenti della soglia minima durante il giorno.
Numero totale di superamenti della soglia massima durante il giorno.
Tutte queste informazioni, che si riassumono in set di numeri (vedi figura sotto), sono contenute in pochi kilobyte di dati al giorno ma raccontano la storia di tutto ciò che è successo nell’arco delle 24 ore, e lo faranno finché il dispositivo sarà installato.
Leggere il report giornaliero
Edge Computing
In figura, vediamo nel dettaglio alcuni valori.
Min, avg, max
Come possiamo trasformare la registrazione di 24 ore di dati in un report giornaliero?
Innanzitutto, abbiamo le seguenti informazioni:
Valore minimo: il valore più negativo misurato nel corso delle 24 ore.
Valore medio: dato dalla media aritmetica dei campioni rilevati nel corso delle 24 ore.
Valore massimo: il valore più positivo misurato nel corso delle 24 ore.
Moda
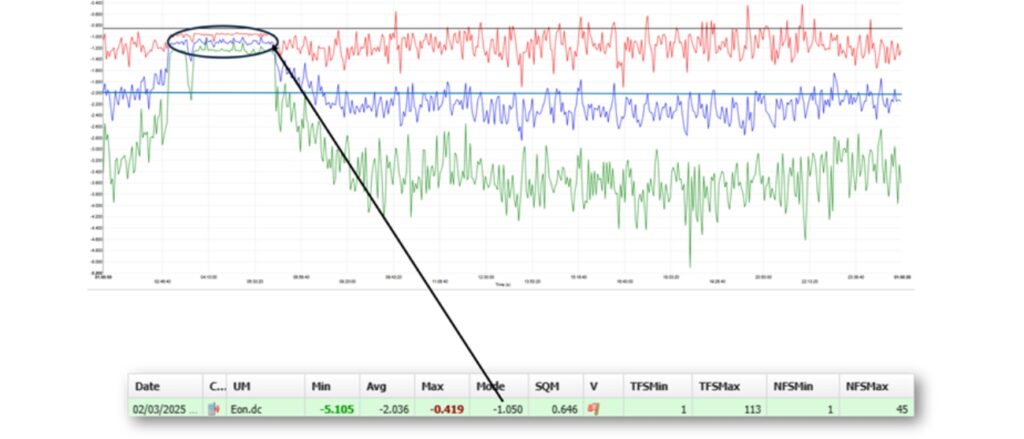
Aritmeticamente, la moda è il valore più frequente all’interno di un insieme di campioni (86.400 secondi). Di solito, media e moda hanno valori simili, ma quando siamo in presenza di una interferenza non stazionaria, come per esempio in corrispondenza di un attraversamento ferroviario (vedi fig. sotto), la moda assume un significato molto particolare: nelle ore notturne troviamo una fascia di misura leggermente più stabile e, quasi sempre, il valore della moda coincide esattamente col valore nell’orario notturno quando il sistema non è interferito. Infatti, è più probabile che un valore si ripresenti più volte costante all’interno di quell’intervallo. Quindi, anche in una condizione in cui vi è una notevole variabilità, è possibile, da questi pochi numeri, ricavare anche l’informazione su qual è (in assenza di interferenza) il potenziale relativo a quel punto misura.
Deviazione standard e variabilità
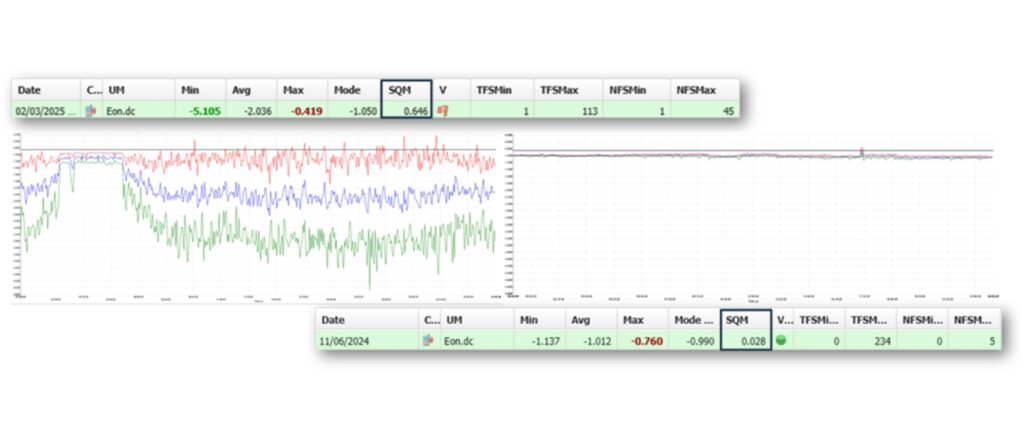
Osservando la tipologia di tracciato nella figura qui sotto a sinistra, ci aspetteremmo che la deviazione standard (o Scarto Quadratico Medio, SQM) fosse abbastanza elevata. Potrei avere misure con valori di minimo e massimo simili, ma magari dovuti a una singola interferenza che è durata pochi secondi.
Di questo ci si accorge grazie al valore della deviazione standard; infatti, tale valore dice quanto stabile è stata la mia popolazione di campioni nel corso delle 24 ore. Quindi, anche avendo valori di minimo e massimo piuttosto ampi come range, se mi rendo conto di avere uno scarto quadratico medio basso (sotto lo 0,05), so che in realtà, durante quasi tutta la giornata, il mio valore è stato vicino al valore medio.
Tempo e numero di allarmi
Il report giornaliero ci permette anche di sapere per quanto tempo siamo stati fuori dalle condizioni di limite che abbiamo impostato.
Il tempo di fuori soglia minimo e il numero di fuori soglia minimo forniscono una panoramica di quante volte si è andati al di sotto di quel valore: nel caso illustrato nell’immagine sotto, si è raggiunto il fuori soglia minimo una volta per 1 secondo. D’altra parte, il tempo di fuori soglia massimo e il numero di fuori soglia massimo mostrano quante volte si è andati al di sopra di quel valore: nel caso sotto, si è raggiunto un tempo totale di fuori soglia massimo inferiore ai 2 minuti, in quarantacinque intervalli. Questo, tra l’altro, ci permette di avere un’idea del tempo medio di fuori protezione: in questo caso, siamo sui 2,5 secondi.
Perché è fondamentale? Perché facendo una misura continuativa, riesco a sapere tutto ciò che succede ed è sufficiente vedere questo valore per verificare se la struttura è a rischio corrosione. È chiaro che in una condizione di protezione catodica continua, piccoli intervalli fuori dai livelli di protezione non comportano un rischio di corrosione immediato: spetta al tecnico decidere e impostare l’intervallo sopra il quale è necessario essere allertati. In ogni caso, in Italia, la normativa ha stabilito un valore massimo di 3.600 secondi non continuativi.
Secondo ChatGPT il termine “edge computing” ha iniziato ad essere conosciuto a partire dal 2014, ma è diventato di uso comune intorno al 2017. È importante notare questo per un semplice motivo: tutto ciò che abbiamo visto fin qui è quello che in Italia viene fatto dal 2001 in quanto richiesto dalla norma UNI 10950 pubblicata quell’anno.
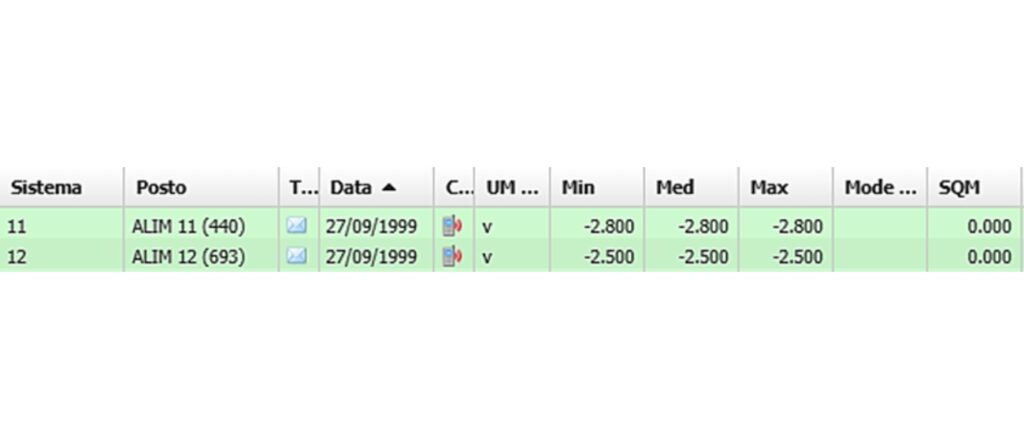
Nella chart qui di seguito viene mostrato il primo report giornaliero ritrovato nel nostro database, che risale al 1999, a dimostrazione del fatto che sono più di 25 anni che facciamo Edge Computing “senza saperlo”.
AUTOMA progetta e produce soluzioni hardware e software innovative e Made in Italy peril monitoraggio e il controllo remoto in ambito Oil, Gas e Water.
Siamo nati nel 1987 in Italia, e oggi oltre 50.000 dispositivi Automa sono installati in più di 40 Paesi nel mondo.
Vuoi conoscere i vantaggi per la sicurezza delle tue reti chepotresti avere con sistema di monitoraggio AUTOMA della protezione catodica?
Contatta il nostro team senza impegno e ti diremocosa possiamo fare per ottimizzare il tuo controllo delle infrastrutture.
Ingegnere elettronico, è certificato come Tecnico Senior in protezione catodica e specializzato in analisi di mercato e standard di settore. Con oltre 15 anni di esperienza nel monitoraggio remoto della protezione catodica e un brevetto su un elettrodo di riferimento intelligente, Ivano è membro del Board of Directors del Ceocor (European Committee for the Study of Corrosion and Protection of Piping Systems) e Delegate di AMPP Italy Chapter, nonchè membro attivo dei gruppi di lavoro normativi ISO e AMPP per la protezione catodica.
A cura di Lorenzo Maggioni. Dall’intervento a SMART GRID DAYS 2025 (8-9 ottobre 2025), organizzato da Automa.
Il contesto europeo: sicurezza energetica e accelerazione del biometano
Negli ultimi anni il biometano ha assunto un ruolo sempre più centrale nelle strategie energetiche europee. Il rialzo dei prezzi del gas, innescato anche dalle tensioni geopolitiche tra Russia e Ucraina, ha reso evidente l’esigenza di diversificare le fonti e di ridurre la dipendenza dalle importazioni.
In questo quadro, il piano REPowerEU ha fissato un obiettivo ambizioso: portare la produzione di biometano a circa 35 miliardi di m³/anno entro il 2030. L’Italia, attraverso il proprio PNIEC, mira a 5,7 miliardi di m³/anno al 2030, puntando in modo prioritario sulla riconversione del parco biogas esistente e sullo sviluppo di nuovi impianti.
Figura 1 – Produzione combinata di biogas e biometano e numero di impianti in Europa (Fonte: EBA Statistical Report 2024).
Biogas e biometano in Europa: trend impiantistico e prospettive
Il sistema europeo parte da una base impiantistica storicamente orientata alla produzione elettrica da biogas. Per molti anni la digestione anaerobica è stata trainata da schemi incentivanti legati alla generazione elettrica, con Germania e Italia come mercati di riferimento per numerosità di impianti e maturità della filiera.
Oggi il trend è diverso: mentre il numero di nuovi impianti biogas per elettricità tende a stabilizzarsi, crescono in modo continuo gli impianti (nuovi o riconvertiti) destinati alla produzione di biometano mediante upgrading. La traiettoria attesa nei prossimi anni è quindi un progressivo spostamento della produzione dal biogas “power” al biogas “gas” (biometano), con integrazione crescente nelle reti e nei mercati finali.
Biomasse e feedstock: evoluzione delle matrici in ingresso
La composizione delle biomasse utilizzate per la digestione anaerobica è un indicatore chiave dell’evoluzione del settore. In Europa la quota predominante deriva da risorse agricole, categoria che include sia colture dedicate sia, sempre più, effluenti zootecnici e sottoprodotti agricoli e agroindustriali.
Storicamente, soprattutto nei primi anni di sviluppo, la digestione anaerobica in ambito agricolo si è basata in misura significativa su colture energetiche (es. insilato di mais), talvolta in regimi di monocultura o doppia coltura. Con il progressivo affinamento dei criteri di sostenibilità e con l’evoluzione delle politiche, il settore ha ridotto l’incidenza delle colture dedicate, aumentando l’impiego di reflui e sottoprodotti, con benefici sia ambientali sia di accettabilità territoriale.
Nel biogas elettrico, oltre alle matrici agricole, mantiene un peso rilevante il gas di discarica. Nel biometano, invece, il ruolo delle discariche è limitato (per la maggiore complessità di purificazione), mentre assume importanza crescente la FORSU (Frazione Organica del Rifiuto Solido Urbano). In Italia esistono impianti di taglia industriale alimentati a FORSU, con produzioni dell’ordine di migliaia di m³/h.
Figura 2 – Ripartizione della produzione europea di biogas e biometano per tipologia di impianto (Fonte: EBA Statistical Report 2024).
Il ruolo degli incentivi: perché il mercato cresce a scatti
Come già avvenuto per il biogas elettrico nella fase iniziale, anche lo sviluppo del biometano è fortemente correlato alla presenza di meccanismi di supporto. I dati storici mostrano che l’aumento della produzione è avvenuto in modo più rapido nei Paesi che hanno definito schemi incentivanti stabili e bancabili.
La Germania ha avviato per prima una filiera industriale strutturata del biometano; in seguito, Danimarca, Regno Unito e Francia hanno registrato crescite significative grazie a policy nazionali dedicate. In questa fase l’Italia sta contribuendo in modo crescente, soprattutto per effetto del Decreto Ministeriale 15 settembre 2022, che ha attivato un portafoglio ampio di progetti in graduatoria.
Figura 3 – Crescita della produzione di biometano in Europa per Paese (Fonte: elaborazione da studio S&P, come riportato in presentazione).
Obiettivi al 2030: PNIEC, gap di produzione e nuovi decreti
Per inquadrare le traiettorie di medio-lungo periodo è utile fare riferimento ai PNIEC nazionali, che fissano target al 2030 in termini di produzione di biogas e/o biometano. Nel caso italiano l’obiettivo è 5,7 miliardi di m³/anno.
Il DM 2 marzo 2018 ha sostenuto la produzione di biometano destinato ai trasporti (biocarburante avanzato), portando la produzione a valori prossimi a 800 milioni di m³/anno. Con il DM 15 settembre 2022 (biometano “Ter”), il contingente complessivo è pari a 257 mila Sm³/h, circa 2,1 miliardi di m³/anno, assegnato attraverso cinque procedure competitive.
Sulla base dell’avanzamento autorizzativo e realizzativo dei progetti, è realistico attendersi una produzione a regime nell’ordine di 1,6-1,8 miliardi di m³/anno per questo decreto. Ne deriva un gap rispetto al target PNIEC, che rende plausibile l’introduzione di un ulteriore provvedimento (spesso indicato come “biometano Quater”) per sostenere la crescita nel secondo tratto del decennio.
Figura 4 – Target di biometano nei PNIEC europei e potenziali di produzione al 2030 (Fonte: tabella da presentazione, basata su dati NECP).
Accesso alle reti gas: principi europei e criticità operative
L’iniezione del biometano in rete rappresenta il passaggio chiave per scalare il settore, ma richiede regole chiare e procedure efficienti. Il nuovo quadro europeo per i mercati del gas decarbonizzato (Direttiva (UE) 2024/1788 e Regolamento (UE) 2024/1789) rafforza i principi di accesso non discriminatorio e trasparente alle infrastrutture.
In pratica, i gestori di rete sono tenuti a gestire le richieste di connessione secondo criteri tecnici ed economici definiti e pubblici. Eventuali dinieghi o limitazioni devono essere motivati – tipicamente – da vincoli di sicurezza dell’infrastruttura o da considerazioni di efficienza economica, in un perimetro soggetto alla vigilanza dell’Autorità Nazionale di Regolazione (NRA), che può intervenire in caso di controversie.
Permane tuttavia un elemento di frammentazione: i requisiti di qualità del gas per l’immissione non sono ancora pienamente armonizzati a livello europeo. Le differenze tra Paesi su parametri come ossigeno, CO2, zolfo o odorizzazione incidono sulla progettazione dell’upgrading, sui costi e, in alcuni casi, sulla replicabilità di soluzioni standard.
Figura 5 – Processo di connessione alla rete per progetti di biometano: fasi e principi (Fonte: EBA, 2024).
Qualità del gas: variabilità dei limiti nazionali
Le tabelle seguenti evidenziano le differenze tra specifiche nazionali di qualità del gas in diversi Paesi europei. Per l’operatore, questi scostamenti si traducono in requisiti progettuali diversi (ad esempio sul controllo dell’ossigeno e sulla gestione dei composti solforati), con impatti su CAPEX, OPEX e affidabilità operativa.
Figura 6 – Esempi di requisiti di qualità per l’immissione in rete in alcuni Paesi europei (Fonte: Marcogaz, 2023).
Il caso Italia: base installata, transizione e pilastri normativi
L’Italia è il secondo mercato europeo per biogas, con circa 2.000 impianti elettrici e una potenza installata intorno a 1.350 MW. Parallelamente, sono operativi circa 150 impianti di biometano, con una produzione prossima agli 800 milioni di m³/anno (perimetro DM 2018).
Un nodo strategico è legato al ciclo di vita degli incentivi storici: oltre 1.100 impianti elettrici realizzati con tariffe particolarmente favorevoli (es. 0,28 EUR/kWh, con durata 15 anni ed entrata in produzione nel periodo 2009-2012) arriveranno a fine incentivo nel 2027. Senza strumenti di transizione, una quota rilevante di impianti rischia di uscire dal mercato.
In questo contesto, il legislatore ha scelto di orientare la filiera verso la produzione di biometano, introducendo due decreti cardine (DM 2/3/2018 e DM 15/9/2022) e completandoli con ulteriori provvedimenti e norme tecniche. In particolare, oggi il settore si fonda su tre pilastri: DM 15/09/2022 (incentivi), DM 224/2023 (Garanzie di Origine) e D.L. 63/2024 (strumenti contrattuali e integrazione con domanda industriale).
Figura 7 – I tre pilastri normativi del biometano in Italia: incentivi, GO e strumenti contrattuali.
Il DM 15/09/2022: incentivi, procedure competitive e PNRR
Il DM 15/09/2022 prevede due modalità di incentivazione: tariffa onnicomprensiva e tariffa premio, a seconda della configurazione di vendita/ritiro. L’accesso avviene tramite procedure competitive (aste) e il contingente complessivo assegnabile è pari a 257 mila Sm³/h, equivalente a circa 2,1 miliardi di m³/anno.
Un elemento di forte attrattività è l’incentivo in conto capitale del PNRR, fino al 40% del costo di investimento entro i massimali previsti. Inoltre, il decreto estende la destinazione d’uso del biometano anche a impieghi diversi dai trasporti, aprendo in modo più strutturato il mercato industriale.
Nelle procedure competitive 3-5, la tariffa di riferimento è 124,48 EUR/MWh (valore indicato dal decreto e dalle procedure applicative). Il risultato è un portafoglio di 554 progetti in graduatoria, che ha impegnato circa il 90% del contingente disponibile.
Figura 8 – Sintesi dei progetti in graduatoria (DM 15/09/2022): numerosità, capacità, tipologie e distribuzione territoriale.
GO e domanda industriale: DM 224/2023 e D.L. 63/2024, art. 5-bis
Il DM 224/2023 disciplina l’emissione delle Garanzie di Origine (GO) per il biometano. La GO è un certificato elettronico che attesta l’origine rinnovabile della produzione: in assenza di GO, il gas immesso in rete è indistinguibile – sul piano delle “claims” – dal gas fossile.
Il D.L. 63/2024 (cd. “Decreto Agricoltura”), all’articolo 5-bis, introduce la possibilità di accordi bilaterali tra produttori di biometano agricolo e industrie hard-to-abate. In tale configurazione, la GO può essere trasferita al consumatore finale, con potenziali applicazioni nel perimetro ETS come strumento di decarbonizzazione e, di fatto, di competitività industriale. Nella pratica, parte del beneficio economico può essere condiviso lungo la filiera, contribuendo alla bancabilità dei progetti.
Norme tecniche UNI: qualità del gas e criteri di sostenibilità
Sul piano tecnico, la UNI/TS 11537:2024 definisce requisiti e modalità di verifica per la qualità del biometano destinato all’immissione in rete. La UNI/TS 11567:2024, invece, dettaglia i criteri e le modalità di calcolo della sostenibilità, con particolare attenzione alla riduzione delle emissioni climalteranti (GHG) lungo l’intera filiera.
Ai fini dell’accesso agli incentivi, il biometano deve dimostrare una riduzione delle emissioni rispetto ai benchmark: per i trasporti il riferimento è 94 gCO₂eq/MJ con riduzione minima del 65%; per altri usi finali il riferimento è 80 gCO₂eq/MJ con riduzione minima dell’80%.
Figura 9 – Confronto tra specifiche nazionali di qualità del gas in Europa (Fonte: Marcogaz, 2023).
Conclusioni: una filiera in accelerazione
Il quadro regolatorio europeo (RED III e Gas Package) e l’evoluzione degli strumenti nazionali stanno rendendo più definito il contesto di crescita di biogas e biometano. In Italia, l’ampia base di impianti biogas elettrici costituisce un’opportunità unica per accelerare la riconversione verso il biometano e contribuire in modo sostanziale ai target PNIEC ed europei.
La combinazione di incentivi (DM 15/09/2022), strumenti di tracciabilità e valorizzazione (GO) e nuovi modelli contrattuali con la domanda industriale apre prospettive concrete di sviluppo. A questo si affiancano effetti economici e occupazionali, con un incremento atteso dei green jobs lungo tutta la catena del valore: impianti, filiere agricole, servizi, engineering e industria tecnologica.
Figura 10 – Evoluzione dei decreti e target al 2030 (fonte: slide di sintesi da presentazione).
Lorenzo Maggioni, PhD, è un agronomo italiano e senior advisor con oltre 20 anni di esperienza nel settore delle energie rinnovabili, specializzato in biogas, biometano e bioGNL. Precedentemente responsabile della ricerca e sviluppo e manager del biometano presso il Consorzio Italiano Biogas (CIB), ha guidato progetti UE (BIOSURF, REGATRACE, SABANA, ISAAC) e contribuito al quadro politico italiano in materia di biometano. Oggi fornisce consulenza a fondi di investimento, aziende energetiche e istituzioni in materia di sviluppo di impianti, certificazione di sostenibilità e regolamentazione. Ha collaborato con il Consiglio Nazionale delle Ricerche italiano, tiene lezioni alla Rome Business School e interviene a livello internazionale, promuovendo soluzioni sostenibili di biometano per la transizione energetica e la decarbonizzazione.