A cura di Lorenzo Spisni e Massimo Tassinari Referenti tecnici di protezione catodica presso InRete Distribuzione Energia Dall’intervento a SMART GRID DAYS 2025, 8 – 9 ottobre 2025.
In passato, tutti siamo partiti dai dati di potenziale EON. Poi, circa dieci anni fa, abbiamo avuto a disposizione una sonda di potenziale che ci poteva restituire ulteriori informazioni. Nel tempo abbiamo scoperto che la sonda di potenziale poteva rilevare il valore di potenziale Esonda, valori di corrente di coupon (Icoupon), e, avvicinandoci all’obiettivo di ridurre le cadute omiche sul valore di potenziale, la sonda ci consentiva di ottenere EOFF per raggiungere il cosiddetto “potenziale privo di caduta omica”.
L’esperienza che abbiamo portato avanti su un sistema elettrico, è un’esperienza che raccoglie con sé tante informazioni: otterremo i rilievi EOFF su condotta e i valori di EOFF su coupon. Riassumendo direi rilievi “a due facce”, in quanto paragonando i rilievi di EOFF ottenuti con le due tecniche che le norme ci propongono, i dati saranno contrastanti: alcuni dati saranno conformi e altri che probabilmente non ‘piacciono’ a nessuno.
I valori EOFF contrastanti o interlocutori ci indicano la strada delle indagini più approfondite: questi dati non conformi non sono dovuti all’affidabilità del prodotto sonda di potenziale ma dobbiamo trovarne le cause nel circuito condotta – sonda – coupon – terreno, non dimenticando la presenza dell’ossigeno.
Vi dimostreremo che, nonostante i valori raccolti siano contrastanti, ci sono tante altre condizioni di base che fanno escludere al 100% la possibile corrosione di queste condotte.
Le normative e EOFF
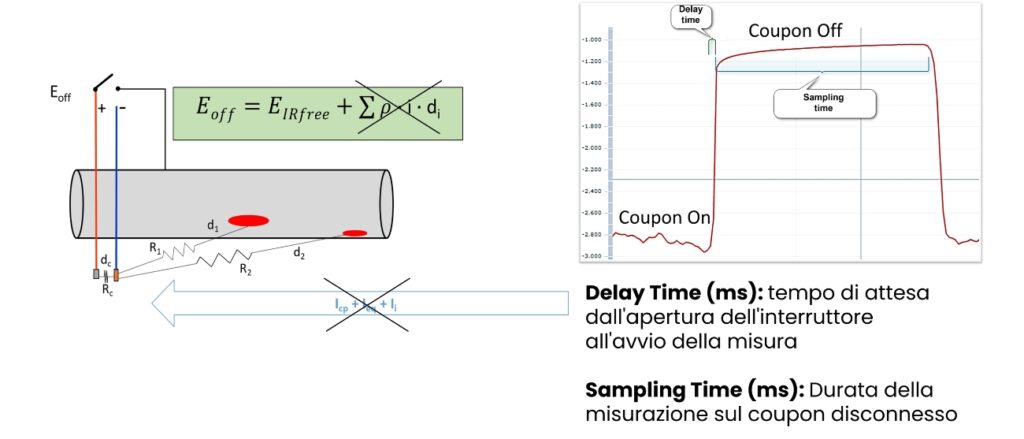
Abbiamo definizioni sia nella norma UNI EN ISO 15589-1 che nella norma UNI 11094. In quest’ultima si citano due modalità per acquisire il potenziale EOFF: direttamente sulla struttura con interruzione della corrente catodica con acquisizione con ritardo tipico di 300 millisecondi oppure su piastrina o sonda dopo apertura del collegamento elettrico piastrina-struttura entro un tempo massimo di 100 ms. Queste tecniche valgono per la valutazione dettagliata dell’efficacia della condizione di protezione.
La tecnica e l’utilità per il collaudo del sistema elettrico e verifiche periodiche sono definite nella norma UNI EN ISO 15589-1 (Appendice A.2.3 – A.2.5 e Art. 7.3 – 12.4.2 e Art. 13.3). Pertanto, queste informazioni su EOFF valgono sia in ambito tecnico (come fare) che di collaudo (messa in servizio o collaudo della condizione di protezione di un sistema) che rispetto alla manutenzione programmata di un sistema (UNI 11094 Appendice A1, A2, A3).
Quindi l’esperienza che vi portiamo trasferisce le normative citate all’interno di un contesto di campo, per ottenere informazioni di EOFF che provengono dalle strutture interrate.
Di seguito le tecniche adottate per l’acquisizione potenziale EOFF:
direttamente sulla struttura (ritardo di circa 300 ms)EOFF-pipe
uso sonda di potenziale (entro un tempo massimo di 100 ms) EOFF-coupon
tempo di acquisizione del potenziale EOFF entro 2 ms (sovraprotezione),
tempo di acquisizione del potenziale EOFF entro 21 ms,
tempo di acquisizione del potenziale EOFF entro 100 ms (criteri di protezione).
Abbiamo individuato un sistema elettrico idoneo, non soggetto a interferenze o con un periodo di non interferenza sufficiente al monitoraggio dei dati, in cui i punti di misura caratteristici fossero dotati di sonde di potenziale.
Il sistema è stato individuato in una piccola area urbana.
La particolarità di questo sistema è la presenza di una differente resistività del terreno: infatti, persistono aree in cui, a seguito della bonifica di zone palustri e lagunari, la resistività si aggira intorno ai 7-8 Ω·m, mentre altre, sorte su depositi di natura fluviale, presentano una resistività nell’ordine dei 100 Ω·m.
Per approfondire nel dettaglio, è possibile scaricare il case study completo.
Massimo Tassinari è il referente tecnico di protezione catodica c/o INRETE Distribuzione impegnato nella messa in servizio e supervisione al collaudo dei sistemi di protezione catodica, aggiornamento dei sistemi di monitoraggio e nel coordinamento della rendicontazione dati ARERA.
A cura di Ivano Magnifico, Product Manager AUTOMA Dall’intervento “Back to the future: quando il passato è già il futuro” SMART GRID DAYS 2025, 8 – 9 ottobre 2025.
Stiamo utilizzando come dovremmo i dati che riceviamo dai sistemi di monitoraggio della protezione catodica? Per comprenderlo, procediamo a fare un riassunto della storia, dell’attualitàe del futuro del monitoraggio delle condotte, ponendo in particolare l’attenzione su ciò che diamo per scontato e ci sembra normale perché lo vediamo ogni giorno.
In questo articolo e nel precedente ti parliamo quindi delle modalità di monitoraggio e di come è possibile ottimizzare la trasmissione dei dati, mostrandoti anche dei casi concreti.
Con questi contenuti ci rivolgiamo soprattutto ai lettori stranieri, che hanno delle gestioni diverse da quelle che abbiamo in Italia. Ma, in ogni caso, il recap può essere utile anche per noi italiani per vedere se stiamo lavorando al meglio delle nostre possibilità.
Monitoraggio remoto al servizio della protezione catodica
Per una definizione di monitoraggio remoto ti rimandiamo qui.
Vediamo ora come le informazioni raccolte possono aiutarci a svolgere la nostra attività quotidiana. Per avere una protezione catodica efficace ed efficiente, la prima cosa da fare è verificare che i dispositivi che utilizziamo (es. alimentatori, dispositivi di disaccoppiamento, dispositivi di mitigazione ecc.) stiano funzionando correttamente. La norma ISO 15589-1 ci dà un’indicazione dei dispositivi che devono essere controllati per garantire la protezione catodica:
Alimentatori di protezione catodica
Stazione di drenaggio unidirezionale
Collegamenti a strutture terze (resistive o dirette)
Dispositivi di disaccoppiamento AC/DC
Anodi galvanici
Punti Misura
Alimentatore: parametri di monitoraggio
Sotto sono riportati i parametri da monitorare nell’alimentatore per poter essere sicuri che stia funzionando correttamente.
Corrente di uscita DC
Tensione di uscita DC
Tensione di uscita AC: allarme se il valore medio > soglia definita
Presenza/mancanza dell’alimentazione principale (allarme in tempo reale)
Potenziale DC struttura e Tensione AC
Potenziale OFF su struttura
Instant-off su coupon per misura del potenziale IR-free
Densità di corrente DC e AC su coupon
Quando parliamo di distribuzione gas-reti all’interno delle città, uno degli aspetti più critici è il tempo di vita del dispersore: finché il dispersore è operativo, riusciamo a dare corrente, quando invece si consuma è un problema, perché ci possono volere anche uno o due anni prima di riuscire a ottenere i permessi per fare i lavori. Quindi, sarebbe comodo se, oltre alle altre informazioni che ci arrivano, potessimo anche sapere se e quando il dispersore sta arrivando a fine vita.
Alimentatore: valutazione dello stato del dispersore
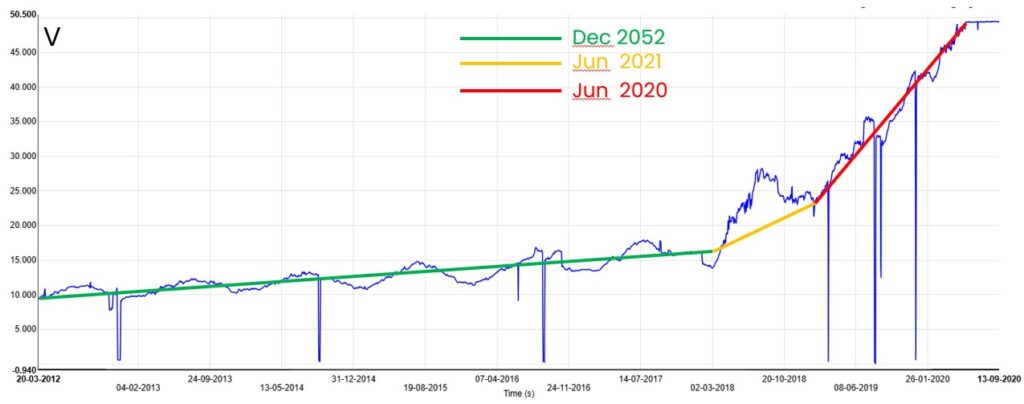
Nel grafico sotto, non stiamo misurando l’impedenza (rapporto fra tensione e corrente) per valutare la resistenza totale del circuito, ma stiamo misurando solo la tensione di uscita su un alimentatore che ha sempre lavorato a corrente costante; quindi, l’andamento della tensione ricalca l’andamento dell’impedenza totale vista dall’alimentatore. Il periodo di riferimento è 2012-2020. Osservando il grafico, riconosciamo chiaramente l’andamento stagionale, quindi il cambio di resistenza del terreno tra periodo estivo e periodo invernale. Tuttavia, si riesce anche a riscontrare una certa linearità che è data dall’andamento della perdita di volume del dispersore nel tempo. Quando ci avviciniamo al fine vita, perdiamo questo andamento lineare che tende a diventare esponenziale e questo può aiutarci a prevedere anche con un paio di anni di anticipo il momento in cui sarà necessario un nuovo dispersore.
Drenaggio unidirezionale
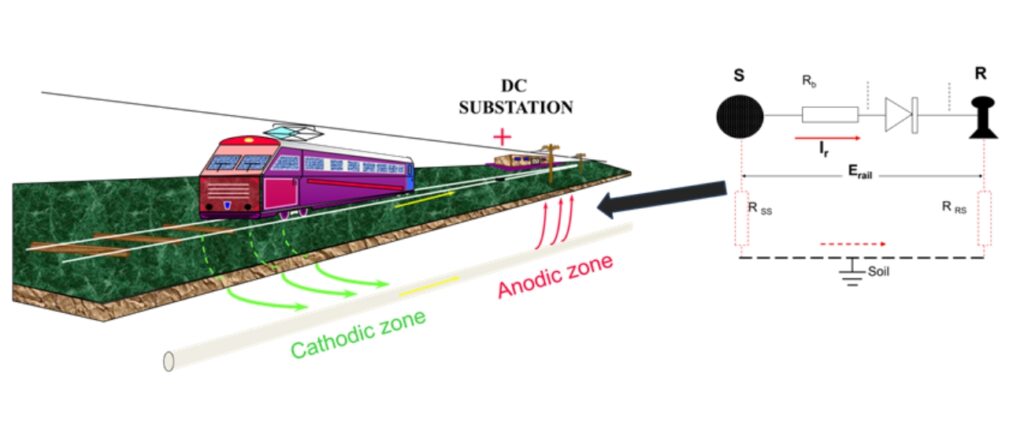
In prossimità di una linea ferroviaria, nel punto in cui l’interferenza crea sulla nostra condotta una zona anodica di corrente che ritorna al circuito originale, avremo bisogno di un drenaggio, se non ci sono altri modi di ovviare al problema.
Lo scopo del drenaggio è quello di permettere alla corrente, che noi assorbiamo in zona catodica dalla linea del treno, di tornare attraverso un percorso elettrico alla rotaia e alla sottostazione di appartenenza. Chiaramente, vogliamo che questa corrente possa solo tornare verso la sottostazione e non viceversa.
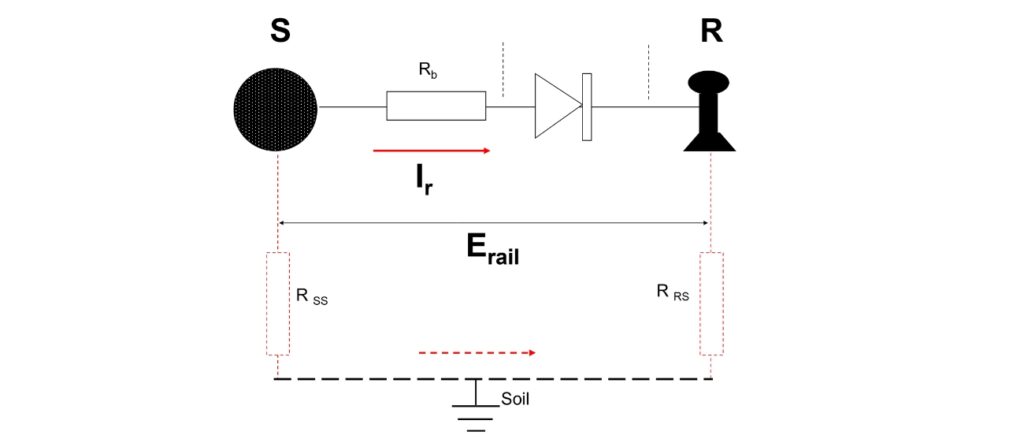
Altro parametro interessante è la differenza di potenziale tra la struttura e la rotaia: quando la struttura è più positiva della rotaia, ci aspettiamo che ci sia della corrente che va drenata, ritornando al circuito originale; mentre, quando la polarizzazione è inversa, quello che ci aspettiamo è che non ci sia corrente attraverso il diodo, perché questo è polarizzato inversamente.
I parametri di monitoraggio sono:
Corrente di drenaggio DC
Condizione normale: Ir ≥ 0
Allarme se Ir < 0 (diodo danneggiato)
Potenziale tubo – rotaia (Erail)
Condizione normale: -V < Erail < 0,7 V + Ir (Rb+Rpr) (Rpr = resistenza parassita del diodo)
Potenziale DC struttura e Tensione AC
Potenziale OFF su struttura
Instant-off su coupon per misura del potenziale IR-free
Densità di corrente DC e AC su coupon
Casi reali
Drenaggio unidirezionale: rilevamento guasto del diodo
Guardiamo degli esempi pratici. Sotto vedete l’andamento della corrente del diodo per una serie di giorni: la corrente è sempre e solo in un verso fino al 22 maggio. Come mostrato, successivamente al guasto, la nostra condotta staricevendo 55A, 134A, 68A dalla rotaia attraverso un collegamento elettrico: questa corrente deve però tornare al suo circuito originale. Generalmente, la corrosione non è un fenomeno rapido, ma in questo caso può diventarlo. Pertanto, è fondamentale ricevere un allarme per poter intervenire prontamente.
In riferimento alla Remote Datalogger Unit, è interessante sottolineare che, occasionalmente, possiamo chiedere al dispositivo di scaricare la misura secondo per secondo per analizzare nel dettaglio quello che è successo; ed è quello che abbiamo fatto in questo esempio. Abbiamo scaricato la registrata al secondo del giorno in cui il diodo si è rotto. Sotto possiamo vedere la corrente drenata, il potenziale On e il potenziale tubo-rotaia.
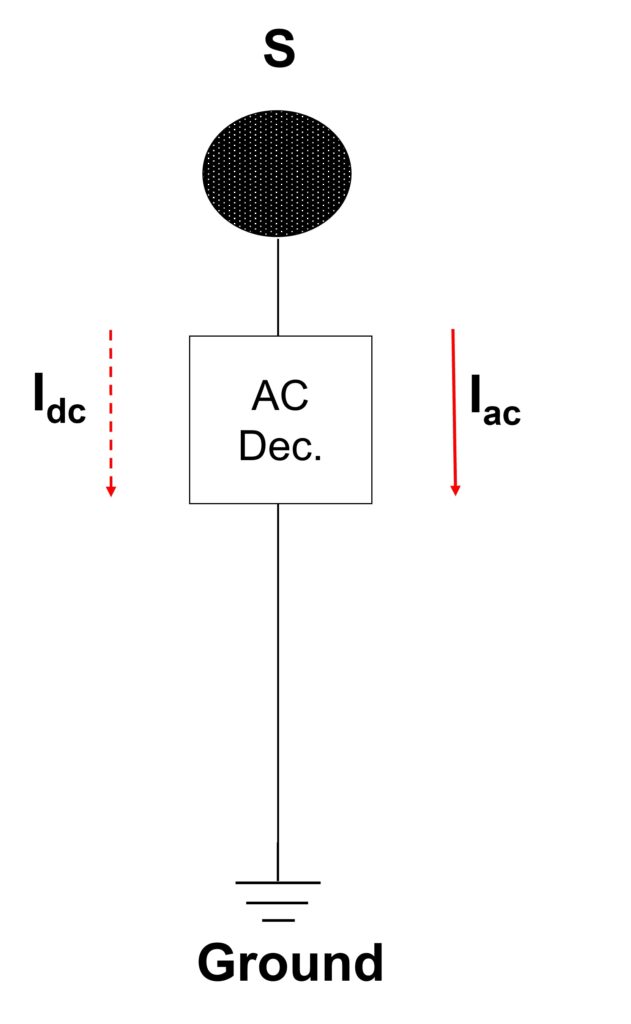
Dispositivo di mitigazione AC: parametri di monitoraggio
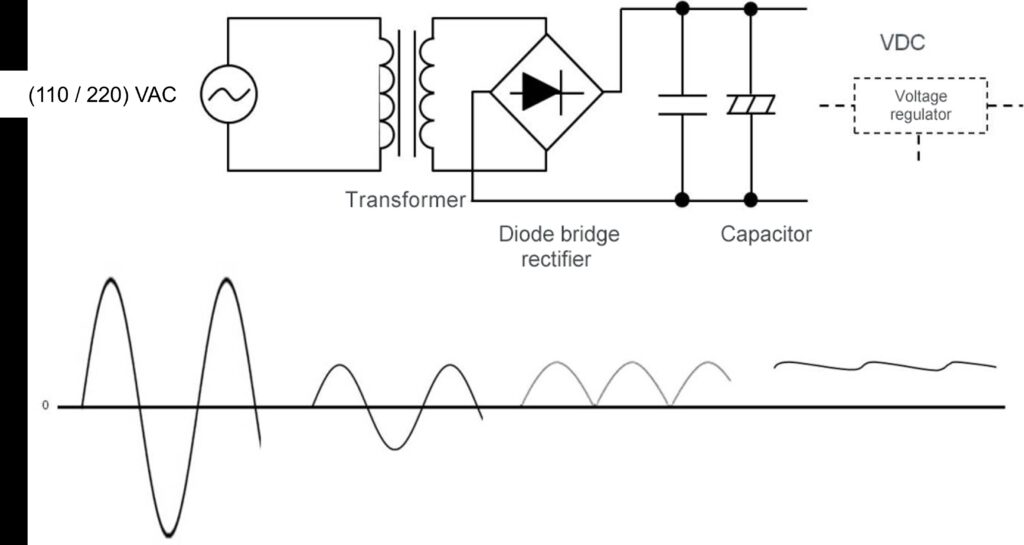
Il disaccoppiatore di corrente alternata è un grande condensatore tra il tubo e la messa a terra che consente alla corrente alternata di essere scaricata verso la messa a terra rimanendo invece un circuito aperto per la corrente continua.
Che cosa monitoriamo?
Corrente AC scaricata;
Corrente DC:
Condizione normale: media IDC= 0
Allarme se media IDC ≠ 0 (disaccoppiatore danneggiato, presenza di percorso resistivo)
Potenziale della messa a terra (Egnd):
Allarme se Egnd passa a valori più negativi;
Potenziale DC struttura e Tensione AC;
Potenziale OFF su struttura;
Instant-off su coupon per misura del potenziale IR-free;
Densità di corrente DC e AC su coupon.
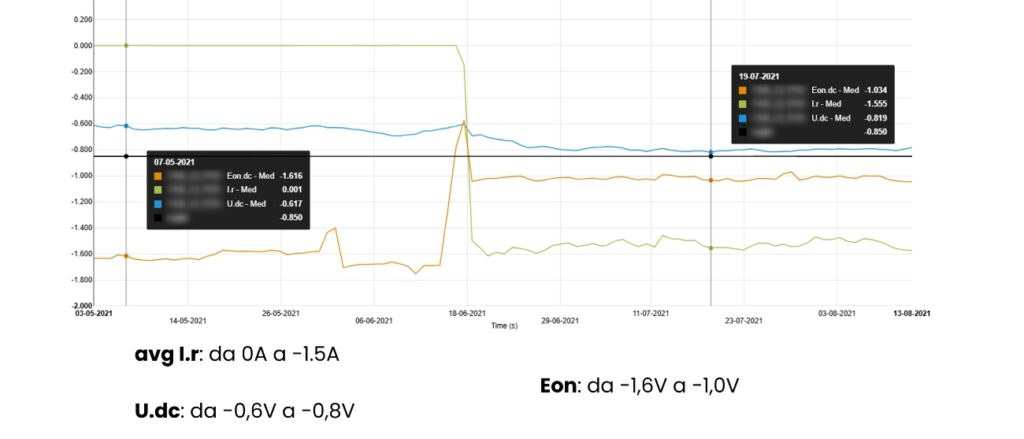
Dispositivo di mitigazione AC: rilevamento di un guasto
Il report giornaliero mostra la corrente continua registrata in diversi giorni, fino al giorno in cui il valore medio diventa diverso da zero.
Prendendo in considerazione il potenziale della messa a terra vediamo che la variazione è lieve; questo perché la rete di terra è molto estesa e per generare una variazione significativa di potenziale serve molta corrente. Invece, guardando il grafico a destra, si può notare che il potenziale varia molto, passando da -1,7 V a – 1 V. In questo caso, siamo abbastanza lontani dall’alimentatore, che non si accorge che c’è qualcosa che sta assorbendo corrente. Quindi, l’alimentatore continua a funzionare perdendo 600-700 mV sul potenziale ON.
Pertanto, possiamo identificare il giorno e rilevare la presenza del guasto, analizzando anche l’andamento temporale. Ciò è importante perché se devo fare un’analisi storica dei dati (non solo su questo punto misura ma sugli altri punti del sistema) avere un segnale che mi consenta di capire in che periodo lo scaricatore in alternata non stava funzionando correttamente mi permette di correlare anche gli altri valori.
Protezione catodica efficace
Per assicurarci che la protezione catodica sia efficace, la norma ISO 15589-1 definisce due step:
Valutazione generale
Misure di potenziale ON effettuate su tutti i punti misura o almeno su quelli selezionati.
Valutazione dettagliata e completa
Misure di potenziale OFF effettuate preferibilmente su tutti i punti misura.
Quando non è possibile effettuare la misura di potenziale OFF sul tubo, sono richieste misure di potenziale OFF con l’utilizzo di sonde o coupon su intervalli di tempo significativi.
La norma NACE SP0169, che è l’equivalente della 15589-1, stabilisce i seguenti criteri:
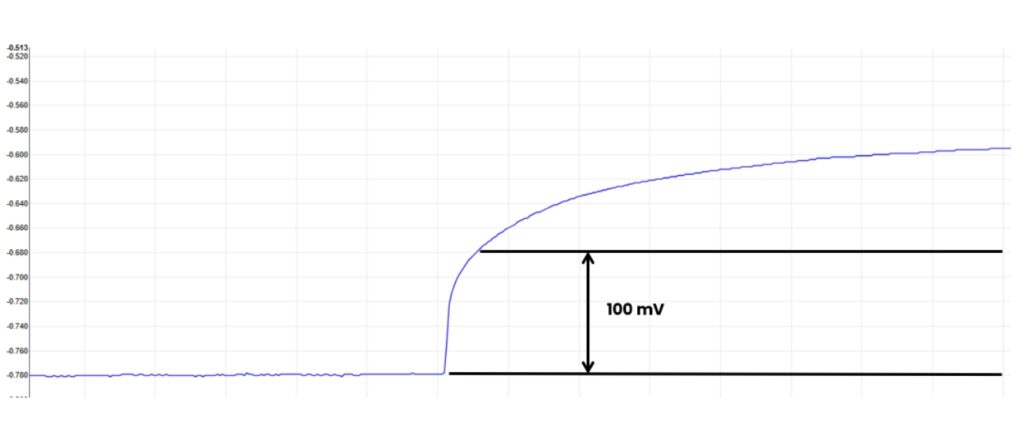
Un minimo di 100 mV di polarizzazione catodica.
Potenziale struttura-elettrolita pari o più negativo di -850 mV rispetto a un elettrodo di riferimento saturo di rame/solfato di rame (CSE).
Questo potenziale può essere una misura diretta del potenziale polarizzato o un potenziale ON.
Utilizzo di coupon di protezione catodica per stabilire i livelli di densità di corrente, potenziale di corrosione, livelli di polarizzazione
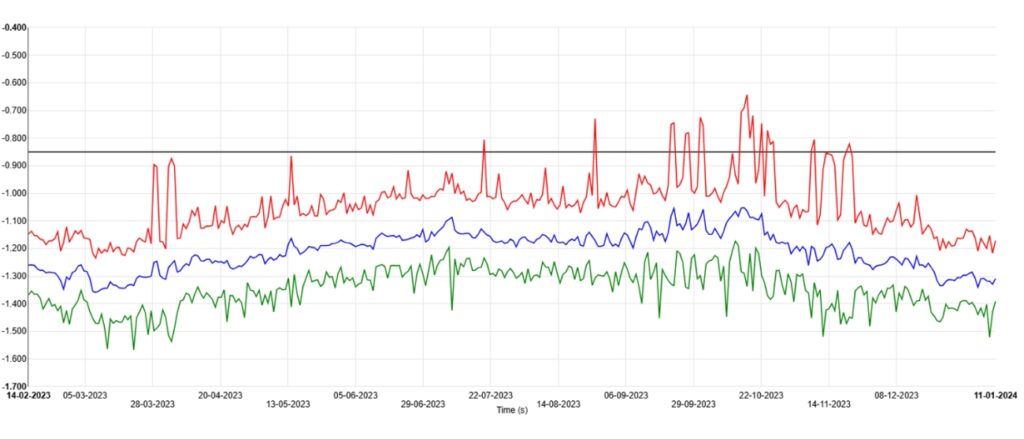
Valutazione del potenziale ON
Dal grafico sotto emerge che durante l’anno siamo protetti. Vi è però un periodo in cui il massimo giornaliero è fuori protezione. Questo non significa che siamo in un serio rischio di corrosione, perché dobbiamo valutare anche le altre informazioni fornite dal report giornaliero (es. tempo fuori protezione).
Potenziale di instant-off su coupon
Tecnica di misura
Facciamo la misura instant-off con il coupon e riusciamo a eliminare la caduta IR. Si tratta di una misura che riusciamo a fare prendendo semplicemente i valori di instant-off: viene fatta su pochi millisecondi e possiamo ripeterla una volta al secondo. Quindi, abbiamo un rapporto 1-1 tra potenziale di instant-off su coupon e potenziale ON.
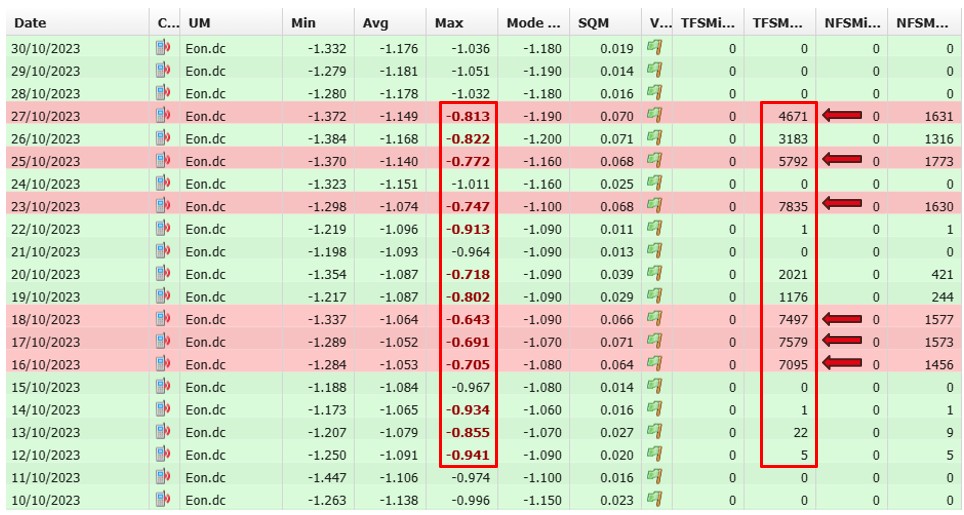
Report giornaliero
Nel report sotto vediamo i punti di misura, i massimi fuori protezione, e i tempi di fuori protezione. In questo caso, il tempo fuori protezione del potenziale ON è tra le due e le cinque ore. Quindi potrei essere indotto ad andare in campo per capire cosa sta accadendo.
Come accennato prima, qui stiamo valutando se siamo catodici o meno, non siamo in grado di sapere qual è il potenziale IR-free da confrontare con il criterio che applichiamo. I coupon ci aiutano: se prendiamo in esame quegli stessi giorni e la misura di instant-off sul coupon dove abbiamo eliminato l’IR, vediamo che il tempo reale di fuori protezione è invece trascurabile.
In un insieme di misure in cui posso avere diversi punti in cui il potenziale ON risulta non protetto, la misura del coupon mi permette di filtrare tutti quei punti dove in realtà è presente solo una caduta ohmica nel terreno e analizzare solo dove invece effettivamente vi è bisogno.
100 mV shift
Avendo il coupon e potendolo comandare da remoto, possiamo valutare anche il criterio del 100 mV shift: ho la possibilità di scaricare la misura secondo per secondo ed effettuare la valutazione.
Interferenza DC
Il grafico sotto è interessante perché abbiamo il potenziale ON sulle 24 ore e il potenziale di instant-off su coupon. Avere entrambe le misure ci permette di valutare l’effetto delle interferenze. Osservando la fase notturna, le due linee sono praticamente parallele. Durante il passaggio dei treni, invece, il potenziale ON insegue tutte le correnti che circolano nel terreno (non è detto che queste correnti entrino nella nostra struttura). Quindi, la possibilità di valutare in parallelo le due curve, ci permette di capire quando l’interferenza genera correnti solo verso il terreno e quando invece le genera anche verso la struttura, con conseguenti condizioni catodiche e anodiche.
Potenziale ON vs instant-off su coupon
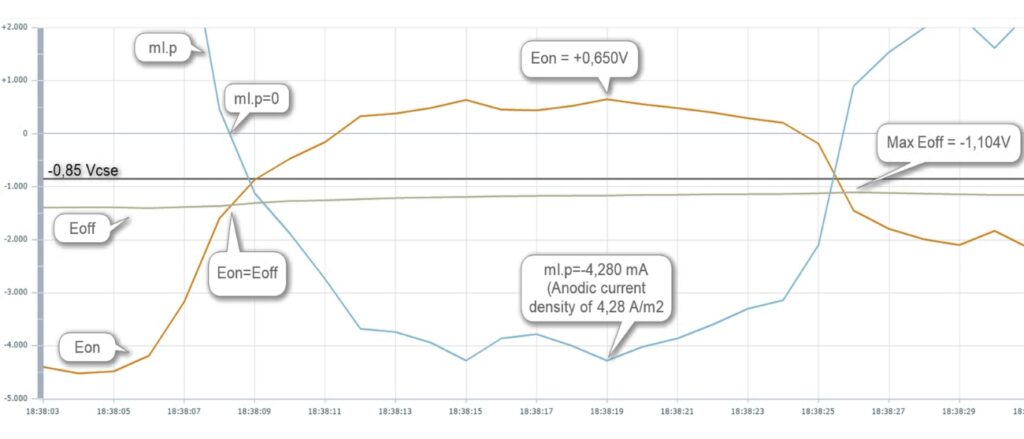
Nell’immagine sottoriportiamo un esempio che è molto interessante. In una condizione di interferenza, scarico la misura secondo per secondo. Abbiamo 30 secondi di misura in cui vi sono il potenziale ON e la corrente nel coupon. La corrente nel coupon quando è catodica è positiva, mentre quando è anodica è negativa. Quindi, qui abbiamo l’effetto di un’interferenza anodica che dura all’incirca 15 secondi, con un picco massimo di 4 A/m2. Pertanto, abbiamo: interferenza anodica, 4 A/m2 di densità di corrente, e potenziale ON positivo (+ 0,65V CSE).
La prima azione che si è tentati di fare per eliminare un potenziale positivo è aumentare la corrente. Tuttavia, in questo caso, analizzando i valori medi giornalieri, siamo in forte sovraprotezione (-1,3 V CSE), per cui andando ad aumentare la corrente peggioreremmo ulteriormente la situazione.
Qui entra in gioco il discorso che facevamo prima: l’importanza di poter valutare il tempo di fuori protezione. Questo perché se nel corso delle 24 ore la struttura è protetta, non bastano 30 secondi di interferenza anodica per generare un rischio di corrosione. Se noi andassimo invece a valutare il potenziale di instant-off durante questa interferenza, il valore massimo più positivo che raggiungeremmo è -1,1 V. Quindi, sarebbe dannoso aumentare la corrente. Se il resto del sistema di protezione catodica ce lo permettesse, potremmo addirittura pensare di ridurre un po’ la corrente e provare ad uscire dalla condizione di sovraprotezione.
Pertanto, in base alla qualità e al tipo di informazione che ricevo, posso anche essere spinto a fare scelte totalmente opposte, rischiando però di fare quelle sbagliate. Quante più informazioni riesco ad ottenere, tanto più sarò convinto delle mie azioni perché supportate dai dati, riducendo la probabilità di errore.
Interferenza AC
L’interferenza alternata è piuttosto subdola, perché dipende fortemente dalle condizioni del terreno. Le condizioni del terreno possono variare nel corso dell’anno: una misura conforme in un certo periodo dell’anno, non mi assicura (se non ho un monitoraggio continuo) che in un altro periodo dell’anno sarà altrettanto conforme.
Se, in questo caso, il tecnico andasse a fare una misura, troverebbe 1,5 V di tensione AC. Tuttavia, dal grafico sotto emerge che ci sono periodi dell’anno in cui addirittura si superano 15 V. Con un monitoraggio continuo riesco ad avere queste informazioni.
Il grafico sotto mostra ciò che può succedere in aree industriali. Sotto è mostrata una registrata di 24 ore in una zona industriale in cui probabilmente è presente un’azienda che ha un macchinario con un isolamento a terra pessimo. Quindi, possiamo contare dentro le 24 ore i cicli macchina che stanno facendo, e questo magari ci può aiutare a capire chi sia la fonte e ad agire per una risoluzione del problema.
La densità di corrente alternata è molto sensibile alle variazioni di resistività del terreno. Quindi, a parità di condizioni esterne, posso avere periodi dell’anno in cui la densità è superiore a 30 A/m2, altri in cui magari, con una resistività più alta (periodo estivo), la densità cala drasticamente e poi torna su.
La configurazione di monitoraggio in presenza di interferenza alternata diventa piuttosto critica. Ciò che possiamo misurare è:
Potenziale ON DC su struttura e Tensione AC
Potenziale di Instant off sul coupon DC (10 cm2 o altra dimensione, per la valutazione del criterio di protezione)
Densità di corrente del coupon DC
Densità di corrente DC e AC su coupon AC (1 cm2)
Con questo setup posso verificare i seguenti criteri:
-1,2V CSE < Potenziale di Instant off sul coupon < -0,850V (secondo ISO 15589-1 e SP0169)
Tensione AC media giornaliera< 15 Vac (secondo ISO 18086 e SP0177)
Media giornaliera di Jac < 30 A/m2 (o Jac < 100 A/m2 se media giornaliera Jdc < 1 A/m2) (secondo ISO 18086 e SP21424)
In questo articolo e nel precedente abbiamo visto qualcosa che per l’Italia è storia da 25 anni. La capacità di integrare le caratteristiche del monitoraggio remoto con il monitoraggio della misura ad alta frequenza, tipica dei datalogger, permette, in presenza di un’intelligenza locale in grado di elaborare tali dati, di inviare report intelligenti, fare valutazioni, e individuare in modo semplice condizioni normalmente difficili da rilevare.
Il tecnico non scompare in questa attività, però smette di fare l’autista: può passare più tempo in ufficio, analizzando dati concreti e affrontando con cognizione di causa le condizioni anomale, avendo a disposizione dati consistenti.
In momento in cui le risorse umane tendono a essere sempre meno presenti nei vari gruppi di protezione catodica, un aiuto di questo tipo diventa fondamentale per ottimizzare tutte le nostre attività.
Come Marty McFly nel 1955, il resto del mondo sta finalmente raggiungendo un futuro che per noi è già presente da un quarto di secolo. La tecnologia italiana ha fatto da DeLorean, portando l’innovazione dove sembrava impossibile.
AUTOMA progetta e produce soluzioni hardware e software innovative e Made in Italy per il monitoraggio e il controllo remoto in ambito Oil, Gas e Water.
Siamo nati nel 1987 in Italia, e oggi oltre 50.000 dispositivi Automa sono installati in più di 40 Paesi nel mondo.
Vuoi conoscere i vantaggi per la sicurezza delle tue reti chepotresti avere con sistema di monitoraggio AUTOMA della protezione catodica?
Contatta il nostro team senza impegno e ti diremocosa possiamo fare per ottimizzare il tuo controllo delle infrastrutture.
Ingegnere elettronico, è certificato come Tecnico Senior in protezione catodica e specializzato in analisi di mercato e standard di settore. Con oltre 15 anni di esperienza nel monitoraggio remoto della protezione catodica e un brevetto su un elettrodo di riferimento intelligente, Ivano è membro del Board of Directors del Ceocor (European Committee for the Study of Corrosion and Protection of Piping Systems) e Delegate di AMPP Italy Chapter, nonchè membro attivo dei gruppi di lavoro normativi ISO e AMPP per la protezione catodica.
A cura di Ivano Magnifico, Product Manager AUTOMA Dall’intervento “Back to the future: quando il passato è già il futuro” SMART GRID DAYS 2025, 8 – 9 ottobre 2025.
Stiamo utilizzando come dovremmo i dati che riceviamo dai sistemi di monitoraggio della protezione catodica? Per comprenderlo, procediamo a fare un riassunto della storia, dell’attualitàe del futuro del monitoraggio delle condotte, ponendo in particolare l’attenzione su ciò che diamo per scontato e ci sembra normale perché lo vediamo ogni giorno.
In questo articolo e nel prossimo ti parleremo quindi delle modalità di monitoraggio e di come è possibile ottimizzare la trasmissione dei dati.
Con questi contenuti ci rivolgiamo soprattutto ai lettori stranieri, che hanno delle gestioni diverse da quelle che abbiamo in Italia. Ma, in ogni caso, il recap può essere utile anche per noi italiani per vedere se stiamo lavorando al meglio delle nostre possibilità.
Definizione di monitoraggio remoto
La normativaUNI EN ISO 15589-1:2017 propone questa definizione di monitoraggio remoto: «Come minimo, il monitoraggio remoto deve fornire lo stesso livello di informazioni ottenute dagli operatori di protezione catodica sul campo».
Cosa vuol dire questo? Il “minimo” è una misura puntuale rilevata con la stessa frequenza con cui un tecnico può andare in campo a fare la verifica. Basarsi solo su questa norma significa però prendere la cosa un po’ troppo alla lettera: potete infatti immaginare che cosa voglia dire fare una misura puntuale ogni sei mesi, considerando tutto ciò che può accadere nel frattempo.
Nelle norme NACEnon esiste una definizione di monitoraggio remoto. Tuttavia, esiste un gruppo di lavoro che ha il compito di redigere la norma MR21551 sul monitoraggio remoto. Quando questa norma verrà redatta, vedrete che c’è qualche richiamo a ciò che facciamo in Italia.
RMU vs Datalogger
Quando ci limitiamo a ciò che la norma richiede, siamo di fronte a una contrapposizione tra ciò che fa un’unità di monitoraggio remoto (RMU), che effettua una misura ogni tanto, e ciò che invece fa un datalogger, che analizza gli effetti delle interferenze con una misura ad alta frequenza.
Normalmente, ci si trova di fronte a un bivio: quale scegliere?
Se scegliamo un’unità di monitoraggio remoto ci limitiamo a misure periodiche con bassi requisiti di trasmissione, rinunciando però a un campionamento ad alta frequenza; se scegliamo un datalogger, avremo alte frequenze di campionamento, una valutazione degli effetti transitori, ma un recupero difficoltoso dei dati che di solito avviene manualmente, in quanto il dispositivo non dispone di un accesso remoto.
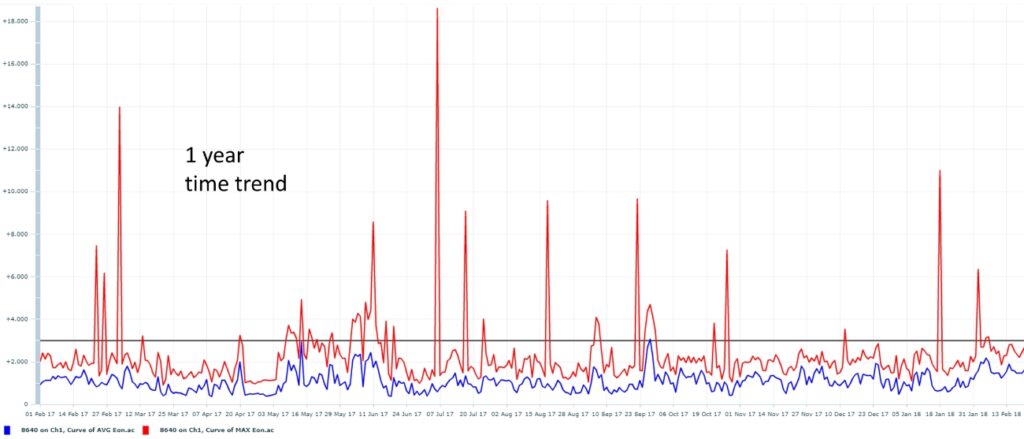
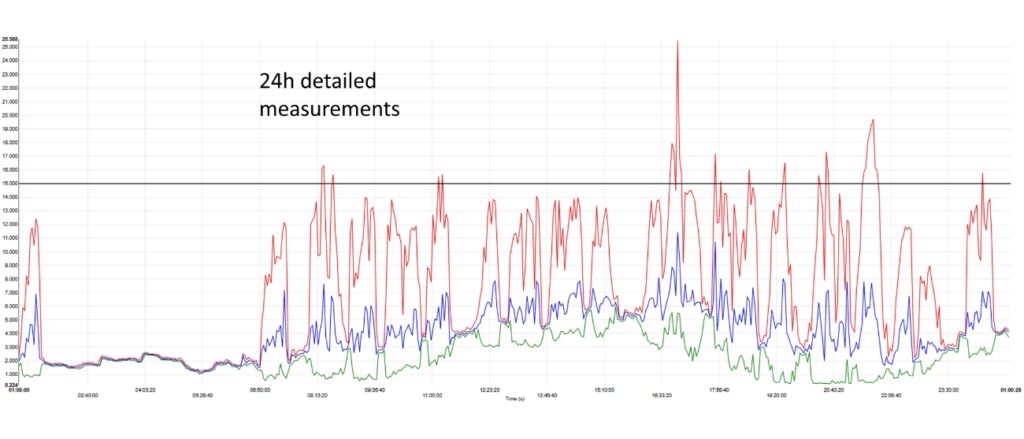
Andamento potenziale ON struttura
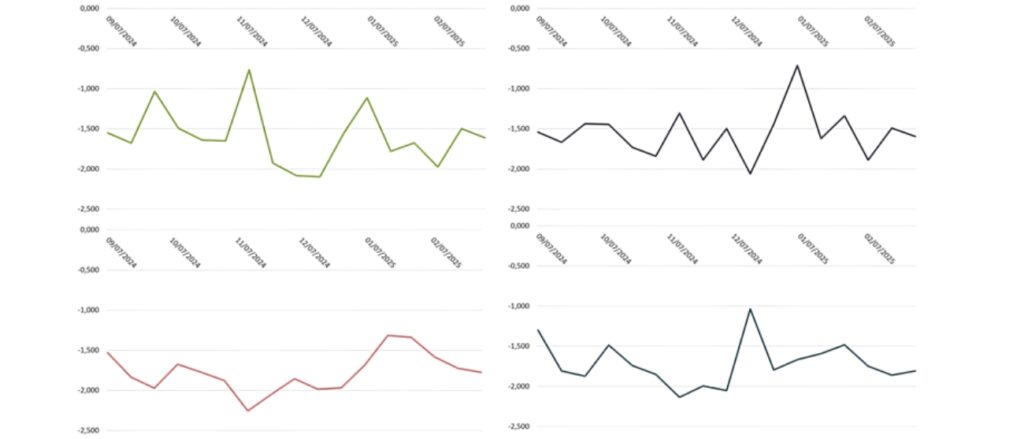
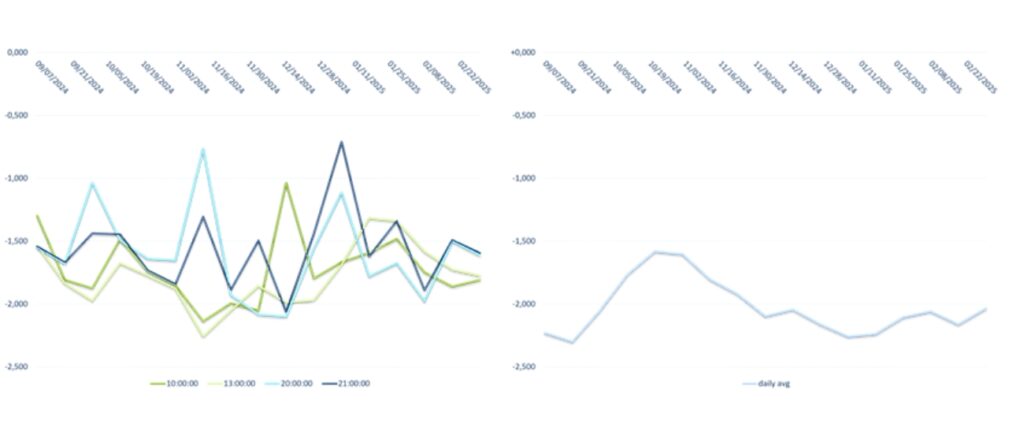
In questo grafico vengono mostrati quattro andamenti di potenziale su quattro punti misura nell’arco di sei mesi (una misura a settimana).
Queste misure sembrano appartenere a sistemi di protezione catodica diversi, in realtà tali curve derivano allo stesso identico punto misura ma sono relative a orari diversi: abbiamo la curva delle 10:00, delle 13:00, delle 20:00 e delle 21:00 (nella figura seguente a sinistra). Pertanto, questo è ciò che ottengo quando effettuo una misura puntuale con una certa periodicità. Mi perdo tutto ciò che accade nel frattempo: non riesco ad avere informazioni chiare sul reale andamento, che è quanto si può vedere nel grafico di destra.
Remote Datalogger Unit ed Edge Computing
Per ovviare a questo problema, serve uno strumento che unisca le caratteristiche di un’unità di monitoraggio remoto (RMU) e di un datalogger: una Remote Datalogger Unit. Si tratta di un dispositivo che non solo ci permette di combinare la comunicazione remota con un monitoraggio ad alta frequenza, ma che è anche intelligente, evidenziando solo gli aspetti chiave dell’informazione (infatti, ci sono dei vincoli in termini di quantità di dati che si possono inviare). L’obiettivo è ottimizzare la trasmissione.
È possibile raggiungere questo scopo attraverso l’edge computing: un modello informatico che elabora le informazioni localmente e invia al Cloud solo i dati essenziali (report giornaliero). Si tratta, dunque, di un dispositivo che, come un datalogger, può effettuare una misura al secondo nel sito dove è collocato. Con questa frequenza di misura, al termine della giornata si otterranno 86.400 misure: essendo una quantità molto elevata, è impensabile inviarle tutte, visto anche che il dispositivo funziona a batteria.
Pertanto, il dispositivo elabora tali informazioni e fornisce un riassunto, indicando:
Minimo, medio, massimo giornaliero: dove il valore medio è un valore consistente che deriva da una misura al secondo nell’arco della giornata, consentendo di capire il reale andamento (non come nel precedente grafico a sinistra).
Informazioni statistiche:moda, ovvero il valore più frequente misurato all’interno degli 86.400 campioni; deviazione standard; e variabilità, per avere un’idea di quanto varia la misura durante la giornata.
Tempo totale (secondi) al di sotto della soglia minima e al di sopra della soglia massima durante il giorno: per avere un range in cui considerare il segnale valido o non valido; in quest’ultimo caso, ci saranno una serie di allarmi o condizioni a cui fare attenzione.
Numero totale di superamenti della soglia minima durante il giorno.
Numero totale di superamenti della soglia massima durante il giorno.
Tutte queste informazioni, che si riassumono in set di numeri (vedi figura sotto), sono contenute in pochi kilobyte di dati al giorno ma raccontano la storia di tutto ciò che è successo nell’arco delle 24 ore, e lo faranno finché il dispositivo sarà installato.
Leggere il report giornaliero
Edge Computing
In figura, vediamo nel dettaglio alcuni valori.
Min, avg, max
Come possiamo trasformare la registrazione di 24 ore di dati in un report giornaliero?
Innanzitutto, abbiamo le seguenti informazioni:
Valore minimo: il valore più negativo misurato nel corso delle 24 ore.
Valore medio: dato dalla media aritmetica dei campioni rilevati nel corso delle 24 ore.
Valore massimo: il valore più positivo misurato nel corso delle 24 ore.
Moda
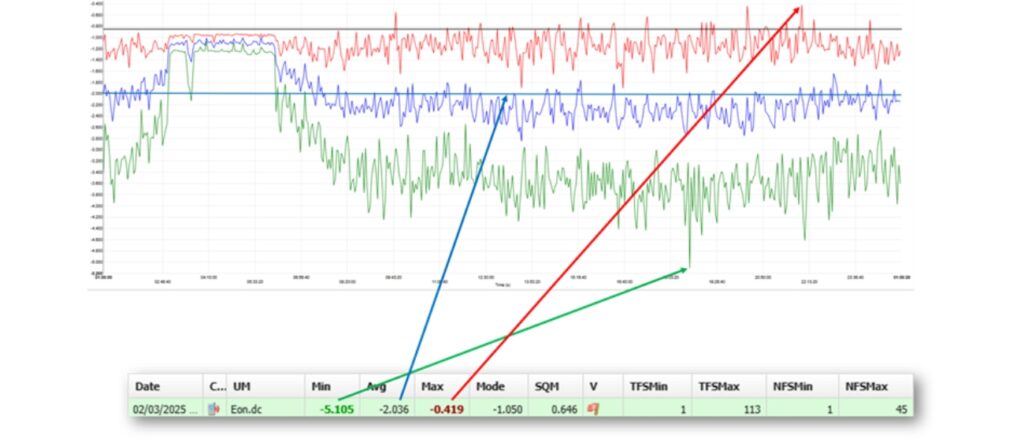
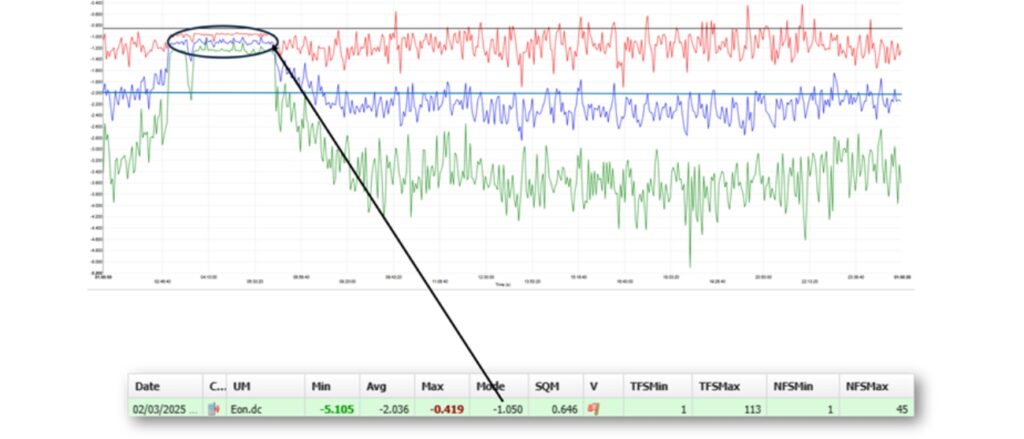
Aritmeticamente, la moda è il valore più frequente all’interno di un insieme di campioni (86.400 secondi). Di solito, media e moda hanno valori simili, ma quando siamo in presenza di una interferenza non stazionaria, come per esempio in corrispondenza di un attraversamento ferroviario (vedi fig. sotto), la moda assume un significato molto particolare: nelle ore notturne troviamo una fascia di misura leggermente più stabile e, quasi sempre, il valore della moda coincide esattamente col valore nell’orario notturno quando il sistema non è interferito. Infatti, è più probabile che un valore si ripresenti più volte costante all’interno di quell’intervallo. Quindi, anche in una condizione in cui vi è una notevole variabilità, è possibile, da questi pochi numeri, ricavare anche l’informazione su qual è (in assenza di interferenza) il potenziale relativo a quel punto misura.
Deviazione standard e variabilità
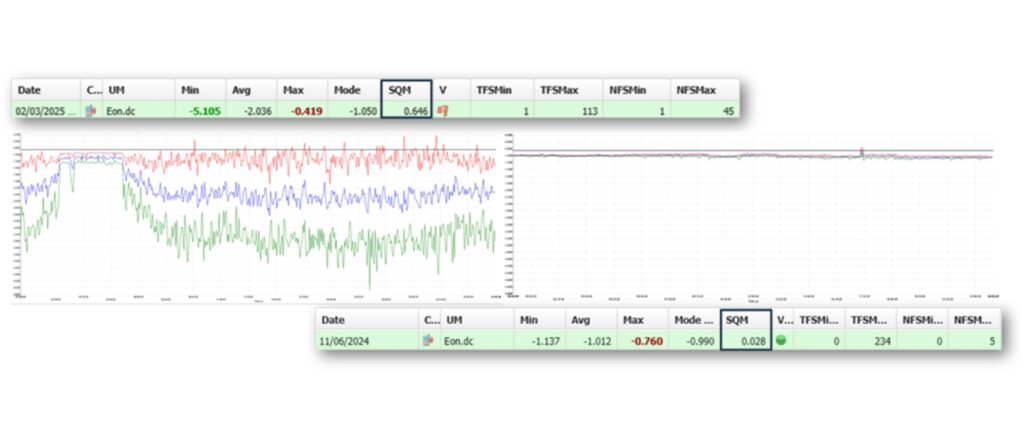
Osservando la tipologia di tracciato nella figura qui sotto a sinistra, ci aspetteremmo che la deviazione standard (o Scarto Quadratico Medio, SQM) fosse abbastanza elevata. Potrei avere misure con valori di minimo e massimo simili, ma magari dovuti a una singola interferenza che è durata pochi secondi.
Di questo ci si accorge grazie al valore della deviazione standard; infatti, tale valore dice quanto stabile è stata la mia popolazione di campioni nel corso delle 24 ore. Quindi, anche avendo valori di minimo e massimo piuttosto ampi come range, se mi rendo conto di avere uno scarto quadratico medio basso (sotto lo 0,05), so che in realtà, durante quasi tutta la giornata, il mio valore è stato vicino al valore medio.
Tempo e numero di allarmi
Il report giornaliero ci permette anche di sapere per quanto tempo siamo stati fuori dalle condizioni di limite che abbiamo impostato.
Il tempo di fuori soglia minimo e il numero di fuori soglia minimo forniscono una panoramica di quante volte si è andati al di sotto di quel valore: nel caso illustrato nell’immagine sotto, si è raggiunto il fuori soglia minimo una volta per 1 secondo. D’altra parte, il tempo di fuori soglia massimo e il numero di fuori soglia massimo mostrano quante volte si è andati al di sopra di quel valore: nel caso sotto, si è raggiunto un tempo totale di fuori soglia massimo inferiore ai 2 minuti, in quarantacinque intervalli. Questo, tra l’altro, ci permette di avere un’idea del tempo medio di fuori protezione: in questo caso, siamo sui 2,5 secondi.
Perché è fondamentale? Perché facendo una misura continuativa, riesco a sapere tutto ciò che succede ed è sufficiente vedere questo valore per verificare se la struttura è a rischio corrosione. È chiaro che in una condizione di protezione catodica continua, piccoli intervalli fuori dai livelli di protezione non comportano un rischio di corrosione immediato: spetta al tecnico decidere e impostare l’intervallo sopra il quale è necessario essere allertati. In ogni caso, in Italia, la normativa ha stabilito un valore massimo di 3.600 secondi non continuativi.
Secondo ChatGPT il termine “edge computing” ha iniziato ad essere conosciuto a partire dal 2014, ma è diventato di uso comune intorno al 2017. È importante notare questo per un semplice motivo: tutto ciò che abbiamo visto fin qui è quello che in Italia viene fatto dal 2001 in quanto richiesto dalla norma UNI 10950 pubblicata quell’anno.
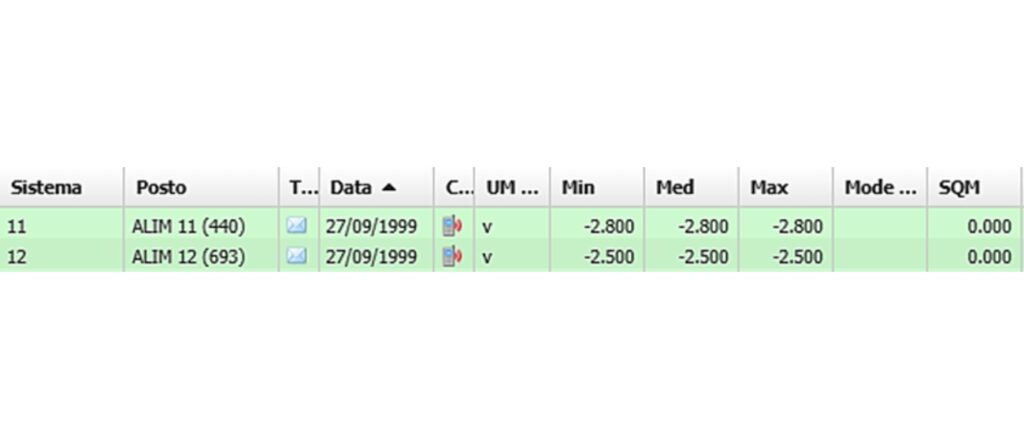
Nella chart qui di seguito viene mostrato il primo report giornaliero ritrovato nel nostro database, che risale al 1999, a dimostrazione del fatto che sono più di 25 anni che facciamo Edge Computing “senza saperlo”.
AUTOMA progetta e produce soluzioni hardware e software innovative e Made in Italy peril monitoraggio e il controllo remoto in ambito Oil, Gas e Water.
Siamo nati nel 1987 in Italia, e oggi oltre 50.000 dispositivi Automa sono installati in più di 40 Paesi nel mondo.
Vuoi conoscere i vantaggi per la sicurezza delle tue reti chepotresti avere con sistema di monitoraggio AUTOMA della protezione catodica?
Contatta il nostro team senza impegno e ti diremocosa possiamo fare per ottimizzare il tuo controllo delle infrastrutture.
Ingegnere elettronico, è certificato come Tecnico Senior in protezione catodica e specializzato in analisi di mercato e standard di settore. Con oltre 15 anni di esperienza nel monitoraggio remoto della protezione catodica e un brevetto su un elettrodo di riferimento intelligente, Ivano è membro del Board of Directors del Ceocor (European Committee for the Study of Corrosion and Protection of Piping Systems) e Delegate di AMPP Italy Chapter, nonchè membro attivo dei gruppi di lavoro normativi ISO e AMPP per la protezione catodica.
Dall’intervento “L’evoluzione della rete di distribuzione” SMART GRID DAYS 2024, 18 – 19 Settembre 2024.
Centria è un distributore cittadino che opera in 16 province prevalentemente toscane, ma con qualche escursione in Puglia e in Umbria, e ha delle collaborazioni con altre società nel Grossetano. Ha circa 6.000 km di gasdotti, gestiti prevalentemente in media e bassa pressione, e oltre 400.000 clienti.
Da sempre Centria si chiede se sia possibile dare un contributo alla decarbonizzazione. Oggi anche la protezione catodica si pone questo quesito. Il distributore vorrebbe rendere il suo lavoro più efficiente ed evoluto, nonostante offra un servizio energivoro.
In questo caso, la tecnologia viene in aiuto: i case study che presentiamo sono due esempi di interventi eseguiti sulla protezione catodica di due impianti di distribuzione cittadina a corrente impressa. In entrambi i casi è stato installato un dispositivo G-POWER di AUTOMA in sostituzione dell’alimentatore precedentemente in funzione: nel primo caso, G-POWER ha sostituito l’unico alimentatore del sistema, mentre nel secondo ha sostituito uno dei due alimentatori.
Caso 1: La situazione di partenza e la soluzione AUTOMA
Il sistema si trova nel comune di Montale, nella provincia di Pistoia. È dotato di 13 km di tubazioni, di cui circa il 50% di media pressione e il 50% di bassa pressione, e di un solo alimentatore di protezione catodica, funzionante a potenziale costante, con corrente di base.
La regolazione è stata fatta con il potenziale Eon perché era l’unico modo in cui quell’alimentatore poteva funzionare, ovvero con un potenziale di -2,8 V corrispondente a circa un Eoff di -1,1 V. La corrente di base era 1,30 A che doveva costantemente erogare anche in condizioni di potenziale inferiore a quello richiesto. La corrente erogata variava molto perché è un sistema molto interferito. La variazione andava da 7 A a 12 A, con un valore medio di circa 10,5 A.
L’estensione chilometrica del sistema è abbastanza elevata, quindi si parte da una zona abbastanza pianeggiante e si arriva sulle prime colline. Come si vede dalla prima immagine, le tubazioni sono abbastanza distribuite. Mentre nella seconda immagine si vedono le dislocazioni dei punti di misura caratteristici e telesorvegliati.
Dai dati del telecontrollo prima della sostituzione dell’alimentatore si vede effettivamente che la corrente ha dei valori compresi fra 7 e 12 A, con un valore medio intorno ai 10 A.
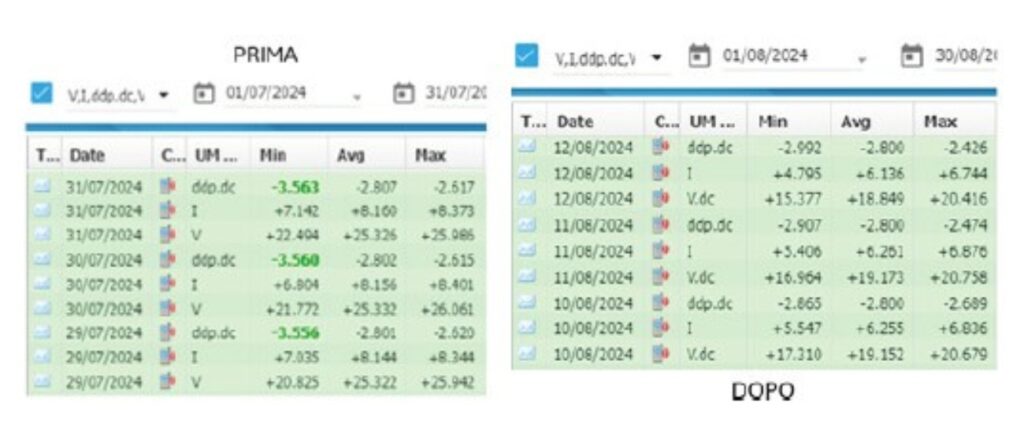
Abbiamo rimosso l’alimentatore precedentemente in funzione e lo abbiamo sostituito con G-POWER di AUTOMA. Dopo averlo acceso, abbiamo reimpostato i parametri che venivano utilizzati con l’alimentatore precedente, vale a dire regolazione a potenziale costante con un valore di Eon di -2,8 V. Abbiamo scelto di utilizzare G-POWER con la stessa impostazione dell’alimentatore precedente per verificare se c’erano delle differenze di funzionamento a parità di condizioni. Nella tabella potete vedere i nuovi dati restituiti.
Quindi non abbiamo variato né il sistema di regolazione né tantomeno l’impianto o i suoi elementi al contorno. Già dalla prima accensione abbiamo avuto una sorpresa abbastanza inattesa: la corrente si è ridotta di quasi il 25%, passando da un valore di 8 A medi a poco più di 6 A.
Ci siamo chiesti perché e con AUTOMA abbiamo fatto un po’ di analisi su queste misure. Premetto che il lasso di tempo che abbiamo avuto per analisi è stato breve: gli alimentatori sono stati messi in funzione nel mese di luglio-agosto 2024, e quelli che vedete sono dei dati preliminari a circa due mesi dall’avvio del sistema, a settembre 2024. Però queste verifiche ci fanno sperare di aver intrapreso perlomeno la giusta strada.
Perché c’è stata questa riduzione di corrente? Andando a vedere le misure abbiamo notato che l’unica cosa che è veramente cambiata nei dati provenienti dal telecontrollo è lo scarto quadratico medio sul valore regolato. La differenza è importante: siamo passati da 0,2 a 0,02. Questa variazione indica che la regolazione è molto più stabile nel tempo, cosa che si traduce in una minore variazione della corrente erogata e quindi in una corrente più stabile e inferiore a quella che era inizialmente.
Caso 2: La situazione di partenza e la soluzione AUTOMA
Il secondo sistema di cui parliamo è nel comune di Sesto Fiorentino, dove Centria ha due alimentatori. Di questi, solo uno è stato sostituito nel corso di questa prova perché volevamo vedere l’interazione di G-POWER con altri alimentatori.
Tutti e due gli alimentatori di partenza funzionavano con potenziale costante ed erano entrambi regolati a -2 V di potenziale Eon, corrispondente a -1,1 V circa di potenziale Eoff. La corrente totale era 13 A, suddivisa più o meno equamente sui due alimentatori.
Abbiamo circa 11 km di rete prevalentemente di media pressione, quindi avevamo delle reti in quarta speciee delle reti in sesta specie (0,5 bar e 5 bar) nel centro cittadino di Sesto Fiorentino, che è una zona molto interferita e con la presenza di una ferrovia.
Solo l’alimentatore che è stato sostituito è stato impostato per far funzionare la regolazione sul potenziale Eoff. Abbiamo fatto diverse prove e abbiamo poi deciso di regolare il potenziale Eoff non più sul -1,1 V (come era impostato sugli alimentatori precedenti) ma a -0,95 V.
A questo punto, il secondo alimentatore è stato spento perché G-POWER era più che sufficiente per proteggere tutta la struttura collegata. Prima i due alimentatori si dividevano il carico della corrente (circa 6 A/6,5 A ciascuno), invece con l’introduzione del G-POWER di AUTOMA uno dei due era completamente fermo, mentre l’altro erogava circa la metà della corrente che in precedenza veniva erogata in totale da due alimentatori.
La riduzione della corrente in questo caso è stata notevole, del 50%, sia per la stabilità di regolazione dell’alimentatore e sia per l’abbassamento del potenziale Eoff. Per un’azienda in possesso della certificazione ambientale arrivare a questi risultati è traguardo importante.
Facciamo un cenno alla semplicità di installazione del dispositivo AUTOMA. G-POWER ha incorporato al suo interno anche il data logger, e quindi tutte le sue funzionalità: interruttore ciclico, telecontrolli, sistema di trasmissione. È sufficiente portarlo in loco e attaccare alcuni cavi per renderlo subito operativo, mentre per gli alimentatori precedenti è stato necessario fare un cablaggio che magari in alcuni casi richiedeva mezza giornata per collegare tutti i dispositivi. Anche un’installazione veloce si traduce in una migliore efficienza per l’azienda.
In conclusione, con G-POWER di AUTOMA abbiamo un prodotto che ha una migliore regolazione e stabilità nel suo funzionamento, il che è sicuramente dovuto anche al fatto che ha un un’elettronica molto nuova. Chiaramente, essendo un prodotto nuovo, le sue potenzialità sono ancora tutte da esplorare. Ma per il momento possiamo dire che, oltre a una semplicità di installazione non indifferente, offre anche un grande vantaggio nella possibilità di regolare sul potenziale Eoff locale.
AUTOMA progetta e produce soluzioni hardware e software innovative e Made in Italy peril monitoraggio e il controllo remoto in ambito Oil, Gas e Water.
Siamo nati nel 1987 in Italia, e oggi oltre 50.000 dispositivi Automa sono installati in più di 40 Paesi nel mondo.
Vuoi conoscere i vantaggi per la protezione catodica che potresti avere con sistema di monitoraggio AUTOMA?
Contatta il nostro team senza impegno e ti diremo cosa possiamo fare per ottimizzare il tuo controllo delle infrastrutture.
Responsabile Gestione e Sviluppo Protezione Catodica e Impianti Elettrici per Centria Srl (società del Gruppo Estra SpA)
Leonardo Ferri è un tecnico di protezione catodica impegnato nella gestione della Protezione Catodica per le società del Gruppo Estra SpA (sia partecipate che direttamente controllate), progettista di nuovi impianti di protezione catodica, ricerca e sviluppo di nuove soluzioni impiantistiche, messa in servizio e supervisione di impianti di Protezione Catodica.
Dall’intervento “Protezione catodica. Messa in servizio di un sistema a corrente impressa in presenza di interferenze non stazionarie” SMART GRID DAYS 2024, 18 – 19 Settembre 2024.
Il gruppo INRETE distribuzione, parte del Gruppo Hera, si occupa della distribuzione di gas ed energia elettrica in Emilia-Romagna e Toscana.
Il case study che presentiamo riguarda la messa in servizio di un sistema di protezione catodica a corrente impressa di una struttura di distribuzione in presenza di interferenzenon stazionarie. Proprio per la morfologia delle strutture, questo tipo di messa a punto risulta estremamente dinamica. Vedremo quindi come l’utilizzo delle tecnologie AUTOMA, applicate alla regolazione (con un G-POWER installato come alimentatore più prossimo all’interferenza) e alle tecniche di misurazione (un dispositivo G4C-PRO installato sul secondo alimentatore e un G4C-PRO con BOX SOLAR installato sul punto di misura remoto),può contribuire all’efficientamento dei nostri impianti, regolandoli in maniera più efficace.
La situazione di partenza
Il sistema che prendiamo in esame è una frazione di un impianto di distribuzione su un quartiere cittadino, in cui persiste un’interferenza causata dalla vicina sottostazione elettrica di un sistema di trazione a corrente continua.
La rete, posata in un terreno prevalentemente sabbioso, è protetta tramite due impianti a corrente impressa ed asservita da un impianto di drenaggio unidirezionale. L’architettura della rete è prevalentemente magliata, con un’estensione di circa 24 km, e con uno sviluppo superficiale di poco superiore ai 10.000 m².
Tutto ha inizio con la messa fuori servizio dell’impianto di drenaggio unidirezionale.
Il nuovo assetto parte nel 2019 con: determinazione dello stato elettrico; valutazione della variabilità del campo elettrico; regolazione e quindi bilanciamento del sistema elettrico. La nuova morfologia porta i due alimentatori (i due rombi che vedete nell’immagine) in posizioni molto decentrate rispetto all’interferenza rilevata.
Questo fa sì che l’area urbana più prossima all’interferenza si trovi a registrare attenuazioni di potenziali molto evidenti. Decidiamo pertanto di progettare un impianto a corrente impressa, determinando la variabilità del campo elettrico e analizzando le aree più anodiche, quindi le più idonee per questa realizzazione.
L’impianto a corrente impressa
Nell’ottobre del 2022realizziamo il nuovo impianto a corrente impressa. Di conseguenza passiamo anche all’implementazione sull’intera rete di nuovi punti di misura con sonde di polarizzazione. Nel novembre 2022 realizziamo il nuovo assetto elettrico che, per l’appunto, pone l’alimentatore di nuova progettazione più prossimo all’interferenza.
A seguito della nuova messa in servizio e alla variazione di parametri elettrici monitorati – attenendoci alla UNI11094 – riclassifichiamo tutti i punti di misura. Decidiamo di conseguenza di rifare una nuova messa in servizio dell’intero sistema, attenendoci alla UNI EN ISO15589-1, partendo dall’indagine preliminare:
Verifica dell’integrità del sezionamento.
Verifica di tutti i cablaggi.
Variabilità del campo elettrico.
Avvio del sistema con checklist di tutti gli impianti e relativi dispositivi di sicurezza.
Avvio degli impianti con settaggi stato elettrico.
Verifica della continuità elettrica.
Ribilanciamento sia degli impianti che dei resistori sulla nostra rete.
Rilievi delle correnti sui giunti.
Conseguentemente procediamo alla mappatura completa di tutto il sistema.
Procediamo con la riclassificazione dei punti di misura, aggiornamento cartografico e – passaggio frequentemente dimenticato – la raccolta di tutti questi dati in un rapporto di messa in servizio, dove registriamo i valori di riferimento dello stato elettrico del nostro sistema, in conformità con la ISO, per un confronto con misure future.
Il nostro sistema di telesorveglianza ci fornisce l’opportunità di riportare per ogni singolo punto di misura il suo set point successivo alla calibrazione, indirizzandolo verso il bilanciamento dell’impianto. Come si può vedere nell’immagine, questo fa sì che, in caso di sforamento del set point impostato, il sistema di monitoraggio crei una riga di anomalia, da cui è possibile generare un ordine di intervento.
Un sistema a corrente impressa è particolarmente dinamico e i primi interventi, oltre alla già citata dismissione dell’impianto di drenaggio, hanno fornito la possibilità di efficientare l’impianto, riducendo la densità di corrente da 2,7 mA/m² ottenuta con il primo assetto del 2017 a circa 1,0 mA/m² nel 2023.
La soluzione AUTOMA al problema delle interferenze
Tutte queste attività hanno sicuramente mitigato le problematiche presenti nel sistema, ma senza risolvere le interferenze che interagiscono con il sistema di pilotaggio dell’alimentatore.
Fortunatamente le tecnologie ci vengono incontro e l’adozione della tecnica del rilievo del potenziale Eoff (Istant-off) sull’alimentatore maggiormente interferito risulterà una scelta azzeccata.
Il nuovo alimentatore G-POWERbyAUTOMA ci ha fornito la possibilità di pilotare l’impianto direttamente sul valore Eoff, valore epurato dalla componente IR, permettendo al regolatore PID dello stesso di mostrarsi meno sensibile alle fluttuazioni dei potenziali.
Questo si nota in particolar modo sullo scarto quadratico dell’erogazione di corrente dall’alimentatore. In questo primo assetto, dove entrambi gli alimentatori operavano a corrente variabile, è possibile vedere quanto risultasse variabile lo scarto quadratico durante l’arco della giornata.
Nella fase di sperimentazione successiva abbiamo legato il pilotaggio dell’alimentatore più prossimo all’interferenza ad una E-sonda remotizzata ancora più attiguo all’interferenza stessa, mentre l’altro impianto a corrente impressa è stato portato in corrente costante (gli spike visibili nell’immagine sono dovuti ad attività di manutenzione).
Nell’ultimo assetto, in cui l’alimentatore interferito è stato portato a un potenziale di Eoff locale, è possibile apprezzare un appiattimento dello scarto quadratico medio. Con questa configurazione abbiamo effettivamente dimezzato lo scarto quadratico della corrente, fattore che, anche se meno evidente ma altrettanto interessante, si nota pure sullo scarto quadratico medio della DDP E-sonda rilevata sul punto più caratteristico del nostro sistema. Anche in questo caso si ha un quasi dimezzamento del valore nella fase di pilotaggio dell’alimentatore tramite Eoff locale, il quale riesce a lavorare a potenziali E-sonda meno elettro negativi.
AUTOMA progetta e produce soluzioni hardware e software innovative e Made in Italy peril monitoraggio e il controllo remoto in ambito Oil, Gas e Water.
Siamo nati nel 1987 in Italia, e oggi oltre 50.000 dispositivi Automa sono installati in più di 40 Paesi nel mondo.
Vuoi conoscere i vantaggi per la sicurezza delle tue reti chepotresti avere con sistema di monitoraggio AUTOMA della protezione catodica?
Contatta il nostro team senza impegno e ti diremo cosa possiamo fare per ottimizzare il tuo controllo delle infrastrutture.
Massimo Tassinari è il referente tecnico di protezione catodica c/o INRETE Distribuzione impegnato nella messa in servizio e supervisione al collaudo dei sistemi di protezione catodica, aggiornamento dei sistemi di monitoraggio e nel coordinamento della rendicontazione dati ARERA.
La protezione catodica è da sempre una delle strategie fondamentali per rallentare la corrosione delle strutture metalliche interrate, come le condotte. Tuttavia, fino a poco tempo fa, le tecniche adottate per verificarne l’efficacia erano spesso limitate a misurazioni manuali, puntuali e non adeguatamente rappresentative dell’intero sistema, in particolare in presenza di interferenze.
Oggi, grazie all’introduzione di tecnologie avanzate, big data e intelligenza artificiale, il monitoraggio della protezione catodica sta vivendo una vera e propria rivoluzione.
Tradizionalmente si basava su rilievi effettuati in determinati punti della rete: gli operatori raccoglievano letture periodiche del potenziale ON e, sulla base di queste misurazioni, regolavano i setpoint degli alimentatori. Questo metodo, però, ha mostrato notevoli limiti: i valori rilevati rappresentavano solo una misura istantanea e non tenevano conto delle fluttuazioni durante la giornata né delle interferenze esterne, come le correnti vaganti generate da infrastrutture vicine.
Con l’evoluzione delle reti e l’aumento delle interferenze, si è compreso quanto fosse necessario un cambio di paradigma. È nata così da AUTOMA l’idea di una gestione intelligente del sistema di protezione catodica (Smart CP Management): un ecosistema in grado di monitorare ogni punto della rete in tempo reale, regolare automaticamente la corrente erogata dagli alimentatori di protezione catodica e prevedere criticità prima che si trasformino in problemi concreti.
Smart CPManagement di AUTOMA è un approccio innovativo che unisce tecnologia digitale, analisi dei dati e intelligenza artificiale per ottimizzare in tempo reale il funzionamento dell’intero sistema di protezione catodica.
Dall’analogico al digitale: Smart CP Management, la rivoluzione AUTOMA
In passato, come abbiamo detto poco sopra, gli operatori eseguivano rilievi puntuali su specifici “punti” della rete, misurando manualmente il potenziale ON. Questi dati venivano utilizzati per configurare gli alimentatori, spesso con un margine di sicurezza elevato per compensare l’incertezza delle misurazioni e le fluttuazioni nel tempo. Il risultato? Spesso veniva erogata più corrente del necessario, con conseguenti sprechi energetici e soprattutto rischio di sovraprotezione e di danneggiamento dei rivestimenti.
Inoltre, l’aumento delle interferenze nel terreno – dovute a correnti vaganti, linee ferroviarie elettriche, impianti industriali o elettrodotti – ha reso il potenziale ON sempre meno affidabile come unico parametro di riferimento, o quantomeno notevolmente più complicato da interpretare.
Smart CP Management nasce per superare questi limiti. Si tratta di una piattaforma di gestione centralizzata e intelligente che controlla in modo continuo e dinamico tutti i componenti del sistema di protezione catodica: alimentatori, punti di misura, elettrodi, e dispositivi di telecontrollo. Il suo obiettivo è duplice: mantenere stabile il potenziale di protezione IR-free e ottimizzare la corrente di uscita degli alimentatori, evitando sprechi e disfunzioni.
Tra le tecnologie chiave del sistema:
RDU (Remote Datalogger Unit) installate in ogni punto critico della rete, in grado sia di funzionare come datalogger remoto, sia di trasmettere in tempo reale le misure del potenziale On e IR-free.
Alimentatori intelligenti, capaci di lavorare in una nuova modalità automatica basata sul potenziale IR-free.
Controllo remoto degli alimentatori, con possibilità di modificare i parametri di funzionamento da una piattaforma centrale.
Algoritmi adattivi che analizzano i dati storici, la stagionalità, le condizioni ambientali e lo stato della rete per anticipare e risolvere problemi prima che si manifestino.
Cuore di Smart CP Management è la nuova generazione di alimentatori intelligenti sviluppati da AUTOMA, capaci non solo di funzionare nelle modalità tradizionali, ma anche di lavorare sulla base del potenziale IR-free. Collegati a un coupon, questi alimentatori misurano costantemente il potenziale reale della struttura e adattano la corrente erogata per mantenerlo stabile.
Tutto questo è reso possibile grazie a una piattaforma digitale che integra analisi dei dati, algoritmi predittivi e controllo remoto.
Non solo: attualmente gli alimentatori in modalità di funzionamento automatico basano la loro regolazione su un feedback locale, ma devono garantire una protezione efficace su tutta l’estensione della struttura protetta. Per questo motivo la possibilità di identificare il punto più critico (o i punti) della rete, equipaggiarlo con una RDU che consenta una comunicazione più frequente nel corso della giornata e collegare questo punto all’alimentatore in modo che questo funzioni e vari la sua erogazione di corrente sulla base delle misure effettuate dal punto critico, apre un’opportunità completamente nuova e molto più smart per gestire la protezione catodica: la possibilità di garantire in ogni momento una protezione efficace di tutta la struttura da proteggere, erogando allo stesso tempo la corrente minima necessaria per raggiungere tale scopo.
Configurazioni scalabili e algoritmi intelligenti
Smart CP Management è estremamente flessibile e può essere configurato in diversi modi, a seconda della complessità dell’infrastruttura (numero di alimentatori e punti di riferimento critici identificati):
Uno a uno: un alimentatore controllato da un punto di misura remoto.
Uno a molti: un alimentatore controllato da più punti critici, con un algoritmo che identifica il punto dominante per la regolazione.
Molti a molti: più alimentatori interagiscono con una rete di punti di misura, con un bilanciamento intelligente delle correnti.
Due sono gli approcci principali degli algoritmi di controllo:
Time-based: la piattaforma interroga i dispositivi a intervalli regolari e regola gli alimentatori in base alle soglie predefinite.
Event-driven: ogni punto di misura comunica attivamente alla piattaforma quando rileva una deviazione significativa, innescando un intervento immediato.
Benefici concreti
L’introduzione di Smart CP Management comporta vantaggi tangibili:
Riduzione dei consumi energetici, grazie a una regolazione più precisa della corrente.
Maggiore durata degli anodi, evitando condizioni di sovraprotezione, e in generale di erogare più corrente di quella necessaria.
Prevenzione proattiva della corrosione, grazie alla visione in tempo reale dello stato della rete.
Minori costi di manutenzione, con interventi mirati e basati sui dati.
Maggiore sostenibilità dell’intero sistema infrastrutturale.
Le prime applicazioni sul campo confermano l’efficacia dell’approccio. Smart CPManagement non è solo una naturale evoluzione tecnologica, ma un vero cambio di paradigma: da una protezione statica e reattiva a una gestione intelligente, predittiva e adattiva delle infrastrutture critiche.
AUTOMA progetta e produce soluzioni hardware e software innovative e Made in Italy per il monitoraggio e il controllo remoto in ambito Oil, Gas e Water.
Siamo nati nel 1987 in Italia, e oggi oltre 50.000 dispositivi Automa sono installati in più di 40 Paesi nel mondo.
Vuoi conoscere i vantaggi per la sicurezza delle tue reti che potresti avere con sistema di monitoraggio AUTOMA della protezione catodica?
Contatta il nostro team senza impegno e ti diremocosa possiamo fare per ottimizzare il tuo controllo delle infrastrutture.
Nicolas Rossi è un Tecnico Elettronico e Tecnico di Protezione Catodica certificato di Livello 2 con esperienza nel monitoraggio e controllo remoto della protezione catodica e pressione delle reti. In AUTOMA S.r.l. collabora con i team hardware, firmware e software per realizzare soluzioni industriali all’avanguardia.
Competenze chiave:
Tecnico di Protezione Catodica di Livello 2 – Strutture Metalliche
Interrate (EN ISO 15257)


 Coordinatore tecnico presso INRETE
Coordinatore tecnico presso INRETE